[第1年] 指数:1
[第1年] 指数:1
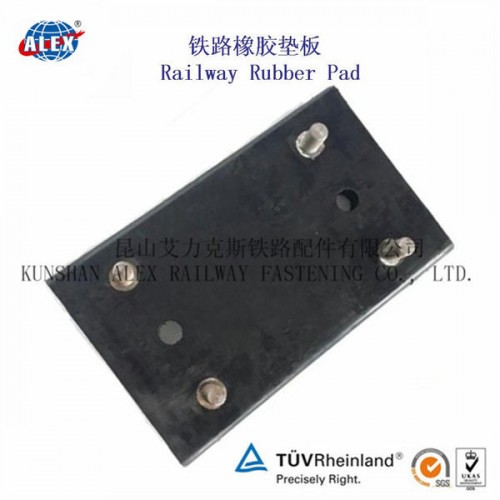
赤壁橡胶垫板生产工厂
采用本体取样,直接用线切割机分别将铸态及热处理后铸件剖开, 从中部切取并制备成10mm×15mm金相试样若干。用金相显微镜观察金相组织。为铸态显微组织。可以看出,铁垫板铸件铸态组织为铁素体+ 珠光体+ 魏氏体。其中魏氏体组织呈连续网状,并有少量针状魏氏体伸入晶粒内部。研究结果表明 ,铸造碳钢中含碳量超过0.3% ,晶粒粗大时,就会产生魏氏组织。影响魏氏组织形成的主要因素主要包括:奥氏体晶粒尺寸、冷却速度及化学成分。这种魏氏组织脆性大 ,因此,要提高垫板铸件的耐冲击性能,必须采取正火或退火热处理工艺消除。该厂原来采用退火热处理, 为经过退火处理后的垫板铸件的显微组织,存在大量的板条状魏氏体。由此可以判断出,退火处理并未消除大量的板条状魏氏体。因而大量的板条状魏氏体存在导致了垫板铸件经过退火处理后受冲击时均发生断裂。经过认真检查退火设备,发现退火炉门密封性能差,退火炉温控仪表已损坏,温度控制全凭经验判断,造成炉温达不到工艺要求;不严格执行操作规范,铸件保温温度达不到工艺要求。3、铁垫板生产工艺改进,根据上述分析结果,提出改进措施:重新维修退火设备,提高退火炉门密封性能,确保炉内温度满足工艺要求。经过整改,仍执行原来的退火工艺,对不合格铸件进行重新热处理,经过金相检验,发现经过退火处理后的铁垫板铸件已不存在大量的板条状魏氏体。冲击检验结果表明,不再发生受冲击时均易发生断裂的质量问题。由于该件结构简单,为简化工艺,缩短生产周期,提高生产效率,降低成本,根据铸件的形状及结构特点,采用正火工艺,规范如下:加热温度850℃;保温时间1h ,出炉空冷至室温。该厂采用该正火工艺后,铁垫板铸件在相同冲击下不发生断裂。生产周期缩短,生产效率提高,成本降低。
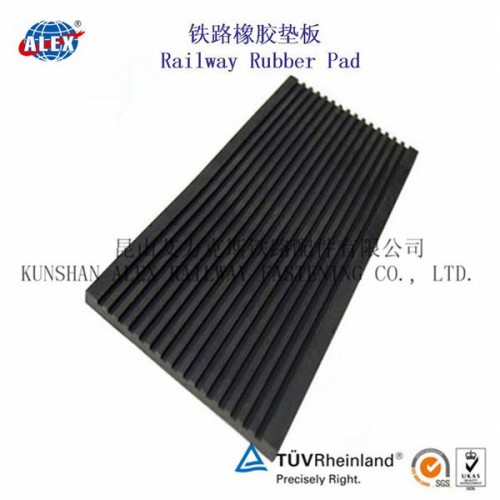
normal style="MARGIN: 0cm 0cm 0pt; TEXT-INDENT: 24pt; mso-char-indent-count: 2.0">昆山艾力克斯的橡胶垫板生产非常注重质量控制和管理。我们的橡胶垫板主要有:天然橡胶、合成橡胶、丁苯胶、氯丁胶、复合橡胶、EVA、塑料、塑胶、HDPE、高密度聚乙烯等材料生产。尺寸按照图纸或样品来制造。生产完全按照料ISO9001-2008质量体系来控制,我们还获得中国的铁路产品生产许可证。我们拥有专业的检测设备,以确保我们所有的橡胶垫板产品品质,达到客户的要求。
normal style="MARGIN: 0cm 0cm 0pt; TEXT-INDENT: 24pt; mso-char-indent-count: 2.0">昆山艾力克斯铁路配件有限公司是一家通过ISO9001/2008认证的公司。所有的流程都按照ISO质量管理体系的要求,从供应商的质量控制到成品,我们都是按照标准程序操作,对供应商我们有严格的质量控制系统:
normal style="MARGIN: 0cm 0cm 0pt">1、对原材料的检查和测试,我们要求供应商提供生产批号,化学成分,力学性能等检测指标。
normal style="MARGIN: 0cm 0cm 0pt">2、我们的质量控制检验员在检测过程中采取样品抽样以及批量检测并且提供原材料材质证明书等手段进行控制。
normal style="MARGIN: 0cm 0cm 0pt">3、根据产品的不同要求,我们做出相应的物理和化学测试和检验。如果结果不符合我们的要求,我们将拒绝接收,只有材料满足我们的标准才能接收。
normal style="MARGIN: 0cm 0cm 0pt">4、对于生产的半成品及其外协厂商,我们经常组织质量控制协调会议,并提供技术技持和指导。在发货前保证合格的产品交付给我们的客户。
道岔岔心所形成的角,称为辙叉角,它有大有小。道岔号码(N)代表了

弹条Ⅲ型扣件是无螺栓无挡肩扣件。无螺栓无挡肩扣件是世界各国轨枕扣件发展的趋势,特别适用于重载大运量、高密度的运输条件。弹条Ⅲ型扣件,采用e形弹条,直径<20mm,弹程13mm,初始扣压力11 kN。轨枕预埋铁座、弹条安装在铁座上,不需用螺栓联结,可使用轨距垫调整轨距。弹条Ⅲ型扣件适用于标准轨距铁路直线或半径R>350m的曲线上,铺设60kg/m钢轨和Ⅲ型无挡肩混凝土枕的无缝线路轨道。该扣件已大量铺设在我国重载、提速线路上。

扭力弹簧,扭力弹簧(扭簧)利用杠杆的原理,通过对材质柔软、韧度较大的弹性材料的扭曲或旋转,使之具有极大的机械能。是承受扭转变形的弹簧,它的工作部分也是各圈或是紧密围绕或是分开围绕。扭转弹簧的端部结构是加工成各种形状的扭臂,由单扭至双扭,乃至各种扭杆之变形,得依设计成型。扭转弹簧常用于机械中的平衡机构,在汽车、机床、电器等工业生产中广泛应用。
侧向挡块,l简支梁(32m)上侧向挡块布置,侧向挡块设计分两种形式,其中,C型挡块为侧挡块,D型挡块为扣押型(压住底座板)。一 般在在每孔简支梁上设2对D型挡块,其余为C型挡块,C型与D型挡块总体上设置如图LB2-18所示。根据梁跨小同,,挡块设置间距有所区别,一般地段32m上为5.74m,24m梁上为5.18m,20m梁上为5.57m,连续梁上的挡块布置视结构不同而不同。摩擦板地段挡块间距一般为8m(C、D型交替布置)。临时端刺范围D型过渡挡块布置,根据全线无砟轨道及铺轨施工组特点,常规区地段的侧向挡块可安排在轨道板安装完成后施工。临时端刺范围内的侧向挡块应在早期安排(因与桥面无任何连接,易产生横向移位)。其中,曲线地段的临时端刺挡块应在底座板连接前设置临时(或过渡)侧向挡块。其中,C型挡块可直接按设计施工(先施工底座侧面郜分),D型挡块需设过渡型(以保证铺轨机械的通行需要),如图LB2-20所示。侧向挡块设置问距要求为:400m曲线半径段,≤3.26m。1 000mm曲线半径段,≤8.15m。1500m曲线半径段,≤l2.23m。2500mm曲线半径段,≤20.39m、4500m以上曲线半径段,≤32m。 侧向挡块施工前,应对桥上预埋套筒位置进行检查,要求内侧(靠近底座板一侧)预埋套筒中心(轴线)距底座板边缘距离为8~12cm,超过此范围要求的应进行整修。其整修基本原则是在内侧连接筋(与桥面的)设计位置(距底座板边缘lOcm)钻孔并清孔(强吹风),其后注人锚同胶并植入钢筋.侧向挡块外侧钢筋可保持现状不宜动,在此基础上,安装其他钢筋并根据交际情况进行适适当连接调整。
赤壁橡胶垫板生产工厂