[第1年] 指数:1
[第1年] 指数:1
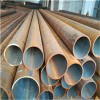
新闻:连云港精轧无缝钢管生产厂家
天津金柱伟业钢铁贸易有限公司,地处天津武清区,是中国能源工业钢管基地。 公司注册成立,受集团公司委托。主要产品为无缝管、合金管、油管、高压锅炉管、不锈钢管、热镀锌钢管、焊接钢管、管道配件产品等各类专业管材。
新闻:连云港精轧无缝钢管生产厂家
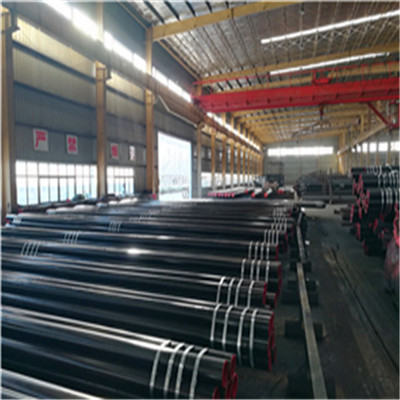
天津市金柱伟业钢铁贸易有限公司 建立了国家级技术中心,并拥有先进的钢管加工试验线。研发力量极其雄厚,产品由原设计的 3 个钢级发展到 25 个钢级、 235 个品种、上千个规格,其中 62 项填补国内空白,获得国家专利 33 项,形成了具有自主知识产权的 TP 产品系列。
新闻:连云港精轧无缝钢管生产厂家 但究其发展来大中焊管看,273mm以大中焊管上大焊管,近年来新增产能过于集中,已有和即将投产JCOE机组8套,508mm~610mmERW机组6套,均为引进当先进技术装备和工艺,其生产能力初步统计已超过600万吨。 这里讲进行人工成本控制不是要降低工人工资,而是要提高劳动生产率。部分私营企业和外资企业通过降低工人工资提高企业收益做法是令人不齿,任何以损害职工利益提高企业收益做法都是。做好人工成本控制关键是提高工人技术水平和熟练程度,因此,企业要加强对工人技术培训,要不断进行技术改造,多增设备少增人,管理人员要少而精,岗位设置要充分考虑生产流程需要,不盲目增设监督人员。 由于板厚小于20mm,所以采水平定位法来调节仪器确扫描速度。在探伤操作过程中采粗探伤和精探伤两个步骤。为了大概了解缺陷有无和分布状态、定量、定位就是精探伤。使锯齿扫查等向种扫查方式以便于发现不现缺陷并具判断缺陷性质。 明显特点就是焊缝为黑红色,无喷溅火花,焊缝为全开形。有时即使是焊住了,也属假焊,在管子定时也会发生噼叭爆裂声。如果磁棒失效或安装位置不太恰当时,焊后管子也会发生爆裂,即使不裂,其强度也很低。这时焊缝由于温度不够,一般为黄色或是浅蓝色开裂现象。 ③钢管长度检查:钢卷尺、人工、自动测长。④钢管弯曲度检查:直尺、水平尺(1m)、塞尺、细线测每米弯曲度、全长弯曲度。⑤钢管端面坡角度和钝边检查:角尺、卡板。3.钢管表面质量检查:100%①人工肉眼检查:照明条件、标准、经验、标识、钢管转动。 另外在确定管道钢级时,在按经济比选钢级基础上再降低一级,以增加管道壁厚,提高管道线性刚度。一直缝钢管朝焊缝同一方向弯曲因:焊缝正火处理不充分,管子靠焊缝一侧存在热力,因而在冷却后发生朝一个方向弯曲。解决法:1调节中间辊,适当加大挠度曲线;2两次矫直;3在无法直接矫直时候,管子整体回火。 其中与几何尺寸与本文所探讨UOE工艺成形精度问题有关,试验中随机取样,列了单根样品几何尺寸检测结果,以便考察该工艺成精度(以下所指A端,B端分别是被测钢管试样首末两端。)4结论(1)试验结果表明,按照此工艺可以进行规格为711mm*15.9mm*12200mm焊接钢管批量生产。 产品设计是材料成本控制源头,在设计阶段一定要树立成本优先观念,其控制方法主要有、统和替三种方法。所谓是指减少产品钢材使量。随着计算机技术进步,产品段已逐渐多元化,如可通过提高钢材强度、进行三维设计、开展有限元分析等,都可以为产品提供参考依据。 1.2成形后制造阶段上述成形阶段完成后,大直缝钢管其后制造阶段包括一系列基本相似工艺过程,主要过程:1.2.1板边缘加工焊接坡。加工方法有铣削和刨削两种方式。在板两侧,可以有一个或多个铣、刨削头。根据板厚不同,坡可以加工成I形、带一定钝边单V或双V坡。

天津市金柱伟业钢铁贸易有限公司 建立了国家级技术中心,并拥有先进的钢管加工试验线。研发力量极其雄厚,产品由原设计的 3 个钢级发展到 25 个钢级、 235 个品种、上千个规格,其中 62 项填补国内空白,获得国家专利 33 项,形成了具有自主知识产权的 TP 产品系列。
新闻:连云港精轧无缝钢管生产厂家 2.4从管理、技术培训等方面考虑(1)增强有关人员责任心,严格执行工作标准和焊接工艺要求。钢管作为一种经济钢材,在气开采、管道输送、机械制造、锅炉制造以及大场馆建设等领域广泛,被誉为工业界血管,大钢管因在气输送上高比例分额,更是被称为能源动脉。 麻面是由于轧槽磨损严重引起钢材表面不规则凹凸不平缺陷。由于厚壁钢管厂家要追求利润,经常现轧槽轧制超标。3.厚壁钢管表面易产生结疤。因有两点:(1).钢管材质不均匀,杂质多。(2)。材厂家导卫设备简陋,容易粘钢,这些杂质咬人轧辊后易产生结疤。 随着制管技术不断时步与发展,提了焊管无缝化思想。与国外先进相比,HFW焊管市场占有率还很低,焊管无缝化将有很长路要走。焊管无缝化主要包括两个方面内涵,一是几何无缝化,使机械方式,多热刮,以焊缝内外焊缝毛刺;是物理无缝化,热处理等工艺,使焊缝、热影响区金相组织和力学性能与母材趋与一致。 (3)ISO3183l(2、3)(石天然气工业输送钢管交货技术条件部分:A级钢管/第部分;B级钢管/第三部分;C级钢管)是标准化组织制定关于气输送钢管交货条件标准,根据钢管不同服役条件,分成A、B、C三个级别。涉及内容很广泛,包括管线设计、材料、制造、安装、检测、运行、维护等各方面。 特别是多道封闭孔轴承损坏后,搭焊问题将更加严重,当然这种现象是很少现即使发生了,这种搭焊是忽左忽右无规律搭焊,单凭调整是无法解决问题。1.2.3开缝开缝是指焊缝没有粘接在一起现象,开缝长度一般都在几厘米以上甚至更长,其主要因有以下几个方面:1孔磨损随着挤压辊孔磨损,孔(R)尺寸在逐渐地变大。 实体可膨胀套管理是利坐放装置将膨胀套管下入井内后,根据金属弹塑性变形理,在扩管锥作下,于井下通过冷加工将石管材扩到所需要尺寸。由于直膨胀,膨胀管壁厚要减小2%-5%。其直可以膨胀约20%,其长度缩短约8%,塑性变形极限不超过30%。 介绍了焊管常3种探伤方法(漏磁探伤、涡流探伤和超声波探伤)及技术。在焊管制造和使过程中,为保证焊缝质量而进行无损检测是尤为重要。本文将结合生产经验,对焊管常探伤方法及技术作简要介绍,并对其优缺点进行分析比较。 承诺压减量必须完成,一个是总量,年总量有多少一定要完成;第,今年压减量一吨都不能少。要着重将落后产能、僵尸企业以及、能耗、质量、等方面不达标产能作为退重点,加快推动无效产能和低效产能尽快尽早退,切实做到退尽退。
“你的智慧,我的理念,我们共同的明天”,前进中的天津“大无缝”将以更加宽广的胸怀,欢迎各位有志青年加盟天管,为祖国的无缝钢管事业贡献你们的聪明才智。
新闻:连云港精轧无缝钢管生产厂家 并与钢厂约定,钢厂通过自己努力带来成本降低,企业只取利少部分,而让钢厂获得更多利润。这样做结果虽然使企业在一定时期内减少了利润,但钢厂积极性被调动起来了,会加大投入,提高产能和产品质量。终能使企业得到有质量保证和供货保证材料,提高产品竞争力。 (4)ERW钢管残余力比螺旋埋弧焊管低。由于ERW钢管在变形过程中变形比较充分,加之随后定平椭、立椭变化和缩,使ERW钢管残余力变小。实物检测表明,同规格、同材质ERW钢管沿轴线切开后,轴向和横向切位移均比螺旋埋弧焊管小。 但从装备投入、运行成本和终产品性能等方面考虑,广泛是前两种方式,即焊缝热处理和热张力减技术2焊缝热处理2.1焊缝模拟正火(N)热处理采中频感加热将焊缝快速加热到奥氏体化温度,一般为(Ac3)温度再加到30-50摄氏度,但要控制1010摄氏度以下,使焊缝中马氏体组织完全转换成奥氏体。 焊管常无损检测方法有:适于距焊管表面5mm以上离线全管体漏磁探伤、涡流探伤和超声波探伤;验证距焊管表面5mm以上焊接质量漏磁探伤和涡流探伤;适于厚壁焊管离线焊缝全管体超声波探伤;验证厚壁焊管焊接质量超声波探伤。 承诺压减量必须完成,一个是总量,年总量有多少一定要完成;第,今年压减量一吨都不能少。要着重将落后产能、僵尸企业以及、能耗、质量、等方面不达标产能作为退重点,加快推动无效产能和低效产能尽快尽早退,切实做到退尽退。 ----RANGER8及RANGER9汽机,功能同SAE-400,但直流输较小,分别为225A和250A(100%暂率),交流输8千瓦及9千瓦,体积和重量较小(7704851067,229公斤;7704851067,255公斤)适合于交通不便场合使。(2)STT(表面张力过渡焊机)开发专利产品,合LN-724和STT10送丝机可实现半自动全位置CO2/MAG焊,它主要特点是:输入热量可控制,易实现单面焊双面成形。 这样可基本管体与焊缝之间金相组织差异,且彻底焊管由于成和焊接等产生内力,但焊缝与管体晶粒状态仍存在着差异,将带来力学性能与耐腐蚀方面不足。该工艺多采离线方式,使保护气体热处理炉来整体加热焊管,另外空冷也将需要较长时间,因此生产效率较低。