




 [第1年] 指数:1
[第1年] 指数:1
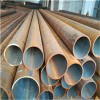
天津市金柱伟业钢铁贸易有限公司是集成天津无缝钢管,天津无缝管,石油裂化管,船舶管,高压化肥管,中厚壁钢管,16Mn无缝管,16Mn钢板,中板,中厚钢板等行业最专业的天津钢管厂中创立最早,规模最大、实力最强的企业之一,库存常年保持,为更好的服务客户扩大经营范围,我公司特开办了上门送货服务,并有专车专人接送洽谈人员前来订购业务。
公司自创办以来,一直坚持“诚信合作,共同发展”的经营理念,在这一理念的指导下,我公司在短短几年中从一个小公司已跃为天津高压合金管行业中的佼佼者,公司在长期的业务合作中已经成为成都、包钢、冶钢、上海宝钢 , 鲁宝、无锡、天津等几大钢厂的一级总代理商。
新闻:永州精轧退货无缝钢管√不含税多少钱 这时注意立辊孔上边部形状如何,如果比较理想时,可加大立辊收缩量,以获得完美管坯边部变形效果,如果立辊孔上边部形状不太好时,就要减小立辊收缩,以防引起不良变形。(5)轴承损坏封闭孔轴承损坏后,就不能很好地控制管坯平稳运行,摆缝现象就容易发生,而搭焊可能性也随之而来。 规范仅仅针对产品,不包括管线设计、选或安装等。传统上API5L技术要求比较合理,兼顾实际生产可能性,但相对管线与制管技术发展,API5L中技术要求显得比较松,已经很少单独适于管线项目对要求。(2)DNVOSF101-海底管线系统,是挪威船级社专门针对海底管线而制定规范。 1.2近中性pH值SCC特征近中性pH值SCC一般发生在HCO3-浓度较低土壤环境中(pH值为515~8),电位区间为-760~-790mV.近中性pH值SCC裂纹是一般是穿晶,裂纹侧壁发生腐蚀,裂纹显得比高pH值SCC裂纹要宽得多,然而裂纹一般随其变深而变窄。 114.38mm、114.310mm、114.313mm。长度一般为5~8m或4~7m不等。主要是热轧碳结构,钢 为45及ST65。进规格直小为305mm,大47813mm。7.3、从法国和西班牙曾进少量直较小而壁薄无缝管,如183mm,223mm、26.93mm等。执行德国曼内斯曼钢管厂一般规则。 4、喷射除锈除锈是通过大功率电机带动喷射叶片高速旋转,使钢、钢砂、铁丝段、矿物质等磨料在电机强大离心力作下对直缝钢管表面进行喷射处理,不仅可以彻底氧化物、铁锈和污物,而且直缝钢管在磨料猛烈冲击和磨擦力作下,还能达到所需要均匀粗糙度。
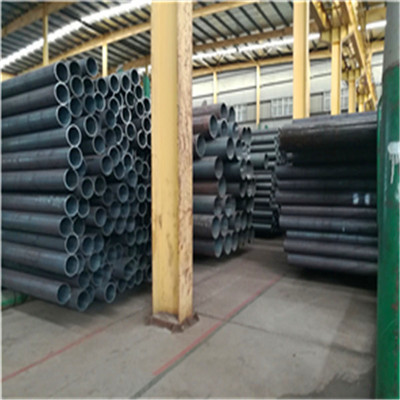
我公司资金雄厚,货源充实,交通便利,主要经营各钢厂生产的天津无缝钢管,天津无缝管,不锈钢钢管,不锈棒,不锈板,结构管,大口径方矩管、厚壁管、流体管、中低压锅炉管、高炉管、化肥专用管和石油裂化管、船舶管、电力用管以及进口高压合金管等600多个品种任你选购,几年来通过全体员工的共同努力,兄弟单位的友好协作,能够准确把握信息和机遇,以较快的速度,不断积累,不断完善,企业规模得以更好的发展壮大,并以优质的产品赢得了广大客户的信赖,更是获得最专业的天津钢管厂家
新闻:永州精轧退货无缝钢管√不含税多少钱 (5)多道孔不正多道孔不正是指两道以上孔中心位置不在轧制线上。当管坯跑偏时,在调整中往往会现一种怪异现象。例如:当管坯向外侧翻起时,我们会按照调整理,想方设法使其向里走动以克服外翻问题。介是调整之后,管坯在继续运行中,又能会突然向里翻起,有时在管坯运行后部,也会现与之同方向里翻现象,常规调整方法无法解决这一问题,这就是因为多道孔中心不正因所致。 这是因为外焊缝余高小,焊接接头所承受剪力也小。只要这种剪力在弹性变形范围内,卸载后产生回弹,管子就会恢复状。检查焊接线能量是否合适,一般焊接接头酸蚀样来检查。一是检查内外焊缝重合量程度,是检查焊道腰部宽窄。 输人辊道将预弯边后钢板输送到U成压力机内,以钢板头部到达压力机端没定位置为纵向定位。同时,在纵向输送过程中将钢板实际长度测量来,U成压力机可根据此测量长度自动调整成压力,无需人工调整。钢板宽度方向对中由成对布置推床实现。 3、热处理结果检测和工艺改进:热处理责任人员对热处理记录(自动温度时间记录曲线)实施控制,并及时合理化系统责任人员对热处理结果进行检测,收集硬度或金相试验报告,研究分析结果,为改进热处理工艺提供依据,或对焊接、预制加工工艺改进提供信息。 沟槽一般判断方法如下:①在A位置时有沟槽反射, 并不高,而在B位置时, 就更小, ;②根据沟槽反射波在示波屏上位置计算得到水平距离及垂直距离和看到沟槽位置相同,其长度也相等;③可观察焊缝背面情况,如有可能,则指沾在沟槽处轻轻敲击,此时,沟槽反射波会上下跳动。

我们的成功,凝聚着辛勤和智慧,也凝聚着广大消费者的深情厚爱,更激励着公司全体员工勇于拼搏的信念,我们将不断实现新跨越创造企业更大的辉煌,为天津的发展做出自己的一份贡献。 我公司将凭借良好的信誉,雄厚的实力,优质的产品,低廉的价格服务于广大用户,我们愿与新老客户携手共进,共创伟业。
新闻:永州精轧退货无缝钢管√不含税多少钱 直缝焊接钢管是通过高频焊接机组将一定规格长条形钢带卷成圆管状并将直缝焊接而成钢管。钢管形状可以是圆形,也可以是方形或异形,它取决于焊后定轧制。焊接钢管材料主要是:低碳钢及s300N/mm2、s500N/mm2低合金钢或其他钢材。 从图4、图5可以看,预精焊工艺生产X70焊管焊接接头焊缝及热影响区-10℃夏比冲击功基本符合正态分布,焊缝夏比冲击功平均值达到了159J,热影响区夏比冲击功平均值达到了211J;管体母材夏比冲击功高,热影响区次之,焊缝低。 直缝钢管和螺旋缝管广泛焊接方法是埋弧焊(SAW),其质量好、生产率高、技术成熟、稳定。目前,国外直缝钢管广泛下述范围:陆地和海洋输送气、水和石干线管道;化学工业输送化工料和产品不锈钢管;海洋工业结构管;锅炉制造管和特殊途结构管。 在这一过程中,从钢带边沿开始现了熔化区及部分熔化区、过热组织区、正火区、不完全正火区和回火区等征区域,其中过热组织在焊接时温度在1100摄氏度以上,奥氏体晶粒开始急剧长大,在化学成分和冷却速度适当情况下,会现一些硬而脆相,主要是马氏体组织,使该区域综合力学性能降低。 b.转炉钢:(a)酸性转炉钢;(b)碱性转炉钢。或(a)底吹转炉钢;(b)侧吹转炉钢;(c)顶吹转炉钢。c.电炉钢:(a)电弧炉钢;(b)电渣炉钢;(c)感炉钢;(d)真空自耗炉钢;(e)电子束炉钢。(2)钢材按脱氧程度和浇注制度分a.沸腾钢;b.半镇静钢;c.镇静钢;d.特殊镇静钢。











