[第1年] 指数:1
[第1年] 指数:1
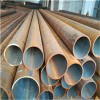
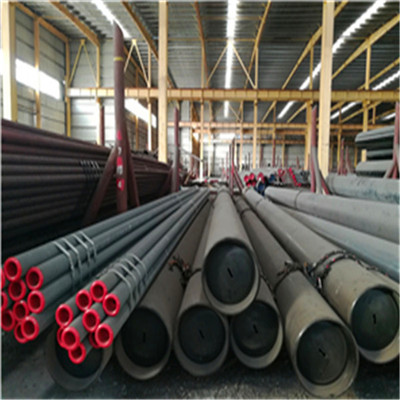
新闻:133*6精轧退货无缝钢管√生产厂家
天津金柱伟业钢铁贸易有限公司,地处天津武清区,是中国能源工业钢管基地。 公司注册成立,受集团公司委托。主要产品为无缝管、合金管、油管、高压锅炉管、不锈钢管、热镀锌钢管、焊接钢管、管道配件产品等各类专业管材。
新闻:133*6精轧退货无缝钢管√生产厂家
天津市金柱伟业钢铁贸易有限公司 建立了国家级技术中心,并拥有先进的钢管加工试验线。研发力量极其雄厚,产品由原设计的 3 个钢级发展到 25 个钢级、 235 个品种、上千个规格,其中 62 项填补国内空白,获得国家专利 33 项,形成了具有自主知识产权的 TP 产品系列。
新闻:133*6精轧退货无缝钢管√生产厂家 7、主要进情况7.1、一般无缝管进量很大。主要进是德国和。欧洲如罗马尼亚、、瑞士、法国、西班牙、捷克、南斯拉夫、匈牙利等国都有进。还有少量从南美阿根廷、墨西哥等国进。7.2、根据货单位不同要求,进无缝管规格多达100多种,常见规格有15922mm、1595mm、15918mm。 检测时,要保证两个探头声束轴线相交于要检测部位,两个探头一发一收,在焊缝两侧同时进行同向平行于焊缝中心线移动,这样可以检测焊缝横向缺陷,这种扫查方式称为交叉扫查,如图4所示。当示波屏上现次反射波后即认为是缺陷波,然后沿着焊缝缓慢前后移动一个探头(发射探头或接收探头),并适当环绕或旋转探头,使缺陷波幅为大。 但因螺纹受力不均且有变形,故连接强度低,仅靠螺纹侧面密封,密封性能差。(2)偏梯形(勃特雷斯)螺纹。其特点是螺纹精度高,加工要求高,连接强度高;依靠螺纹侧面和顶部压紧密封,密封性能比较高。(3)直连连接螺纹。其特点是不接,但管端需加厚,一端车外螺纹,另一端车内螺纹,加工比较难。 今后转变增长模式,注重技术更新和技术改进,开发新产品,节能降耗,担高信息化水平。2.直缝埋弧焊钢管(SAWL)直缝埋弧焊管仍是气管道采主要管,特别是是穿越管、海底管道、大壁厚管道。大变管、X90-X120超度钢管开发也主要采直缝埋弧焊工艺。 大涂敷钢管广泛于自来水、天然气、石、化工、医、通、电力、海洋等工程领域。下面介绍一下主要成品管道:(1)港枣成品管道港枣成品管道北起天津大港石化,南至山东省枣庄市,干支线全长647千米,中间设有德州、济南、肥城、兖州等分输,输送能力300万吨/年,由中国石建设。 且含锰1.29~7.5%可替锰矿使。4)矿石含S、P杂质很少,本溪男芬铁矿含P很低,是冶炼优质生铁好料。(2)华北地区铁矿主要分布在河北省宣化、迁安和邯郸、邢台地区武安、矿山村等地区以及内蒙和山西各地。是首钢、包钢、太钢和邯郸、宣化及阳泉等钢铁厂料基地。 飞焊小车机组,可连续生产质量较稳定。2.3按卷曲方向分,上卷成,下卷成,目前大多数都是上卷方式。2.4按管控制方式分,有外控式成器。内支撑成器2.5预精焊机组,焊接质量优于飞焊小车机组,焊缝预焊后在精焊时不发生错动;内焊点位置不受焊垫辊影响,没有马鞍形,大管可3丝焊。 (5)裂纹在焊缝和热影响区都会现裂纹,可分为宏观裂纹和显微裂纹。宏观裂纹可肉眼或低倍显微镜看到,而显微裂纹由于不容易发现,当受到外力作时会逐渐扩展,当扩展到一定程度就会使构件突然断裂,所以危害更大。2减少和防止焊接缺陷措施2.1焊前准备(1)根据母材力学性能和化学成分选择合适焊条。 注:试样断后伸长率与试样尺寸有关GB/T1760②冲击试验:CVN、缺C、V、功J值J/cm2标准试样101055(mm)非标试样51055(mm)③硬度试验:布氏硬度HB、洛氏硬度HRC、维氏硬度HV等④液压试验:试验压力、稳压时间、p=2S/D5.钢管工。

天津市金柱伟业钢铁贸易有限公司 建立了国家级技术中心,并拥有先进的钢管加工试验线。研发力量极其雄厚,产品由原设计的 3 个钢级发展到 25 个钢级、 235 个品种、上千个规格,其中 62 项填补国内空白,获得国家专利 33 项,形成了具有自主知识产权的 TP 产品系列。
新闻:133*6精轧退货无缝钢管√生产厂家 但并不是电流越大越好,电流过大会使正面焊波粗糙不均匀、现咬边,而且焊缝金相组织粗大、热影响区加宽、力学性能变差,因此确定焊接电流时宜选下限为好。2.2电弧电压变化对成形影响试板基准试验参数同前,只改变电弧电压,其他参数不变。 4)高频热源对于有磁性被焊金属,利高频感所产生次电流作为热源,在局部集中加热,实质上也属电阻热。由于这种加热方式热量高度集中,故可以实现很高焊接速度,如高频焊管等。5)摩擦热由机械摩擦而产生热能作为焊接热源,如摩擦焊。 早是KronprinzRudolfKronenberg,他成功地把自行车钢圈我钎焊转变成电阻焊,而且根据其钢圈成和变压器生产经验建立了一条与StandardWelding类似高频钢管机组。在一战之前此钢管厂都在为自行车生产框架。此后,多个使交流电生产高频钢管生产线在和德国建立。 为了提高焊缝区强度,一般也采管端加厚。管端加厚形式有内加厚、外加厚和内外加厚。钢管加厚工艺过程是:管端加热(在缝式炉或感加热器中)加厚(卧式锻造机或水压锻造机)冷却检查。根据被加厚管尺寸、加厚形式和加厚压缩量不同,所采加热次数和加厚道次也不一样,有一次加热一次加厚,或一次加热次加厚。 设计人员根据几年设计、制造和使20多套FF成技术实践经验,对直缝焊管成工艺以及各类辊式和排辊成技术进行科学系统分析,建立了合理成理论后开发来。FFX成技术继承了FF成部分技术,但与FF成技术完全不同,在变形量分方面借鉴了辊式成大变形特点,通过合理成方式,克服了辊式成轧辊数量多,换辊时间长缺点。 其产生因一般是:坡纯边间隙太小,焊接电流太小或运条速度过快,坡角度小,运条角度不对以及电经偏吹等。防止措施有:合理运坡式、装间隙和采正确焊接工艺等。未熔合探头平移时,波形较稳定,两侧探测时,反射波幅不同,有时只能从一侧探到。 射线底片上未焊透缺陷和未熔合缺陷影像相同点在于,都有一边是坡面影像,且成直线状(层间未熔合除外)。在泉州市锅炉压力容器无损检测人员培训学习过程中,我发现许多学员在实际评片时对底片上未焊透与未熔合这两种缺陷区分不清。 因此,较小焊管大都采直缝焊,大焊管则往往采螺旋焊,包括气输送、管桩、桥墩等。按照具体途,焊接钢管主要包括:(1)低压流体输送焊接钢管,也称一般焊管,俗称黑管。是于输送水、煤气、空气、和取暖蒸汽等一般较低压力流体和其他途焊接钢管。
“你的智慧,我的理念,我们共同的明天”,前进中的天津“大无缝”将以更加宽广的胸怀,欢迎各位有志青年加盟天管,为祖国的无缝钢管事业贡献你们的聪明才智。
新闻:133*6精轧退货无缝钢管√生产厂家 [3]1.1高pH值SCC特征高pH值SCC一般发生在CO32-和HCO-3浓度较高土壤环境中(pH值为9~11),电位区间为-625~-425mV(SCE),温度一般在22~90℃.裂纹起源于与土壤接触管道外表面,主要在管道下底侧。高pH值溶液中,SCC是沿晶开裂,因此裂纹非常狭窄,其扩展随温度下降按指数规律下降。 一般情况这种现象很少发生,经过纵剪料这种现象就更少见了。(2)轴承损坏这也是造成砂眼管一个重要因之一,在前面开缝管一节中我们已经做了阐述,这里就不再进行详细介绍。(3)电流大电流输太大时,焊缝就容易产生过烧。 粗成后钢带边部完全塑性变形,并且钢带开管筒边部曲率和焊管成品很接近,精成机变形量小,不会改变粗成后开管筒形状,为高频焊接创造了佳条件。(6)提高了焊管质量。当钢带铣边时,钢带两侧面铣成与钢带表面成90排辊成时,要求钢带两侧面和表面成3~5,在成过程中也不会受到破坏。 但是为什么当退火温度超过800℃时塑性开始下降呢从铁碳相图中我们知道,在这个温度范围内,该材料处于铁素体和奥氏体两相区,始组织部分转变成奥氏体,但还有部分铁素体并未发生转变。通过计算可以知道,在焊管成时,材料发生了10%左右冷变形;由于冷变形程度不大,材料在退火时很少有再结晶发生[1]。 宝钢计划建大中焊管设新UOE机组投产后,国内直缝埋弧焊管产能将超过高压气输送管线建设需要,今后不宜再建设大中焊管新直缝埋弧焊管机组。此外,加快研发高韧性大中焊管焊接材料和X80以上管线钢板,尤其是加快实现直缝埋弧焊管管线钢宽厚板国产化,以适将来洲际大输气管线建大中焊管设需要。 并由吊车吊入仓库中。2.冷拨无缝钢管除分一般钢管、低中压锅炉钢管、高压锅炉钢管、合金钢管、不锈钢管、石裂化管、其它钢管外,还包括碳素薄壁钢管、合金薄壁钢管、不锈薄壁钢管、异钢管。冷轧以热处理状态交货。冷拔无缝钢管生产流程:管坯加热穿孔打头退火酸洗涂多道次冷拔坯管热处理矫直水压试验标记入库。 2.空试锯车正常,符合生产要求时通知轧机操作工可以开车。3.生产中现割、带或未焊好钢管,需动锯切时,操作工快速计算好锯切长度,以便减少钢管切除量。4.检查钢管内外表面质量时,要等锯片抬起后再靠近钢管观察。或检查钢管内表面焊处,不要低头眼看。