[第1年] 指数:1
[第1年] 指数:1
天津无缝钢管厂-天津金柱伟业钢铁贸易有限公司是集钢管、无缝钢管、无缝管生 产加工经营于一体的大型企业,常年销售成都钢铁集团、冶钢集团、包头钢厂、宝钢集团、鞍钢集团、天津大无缝、西宁特钢厂、无锡钢厂、衡阳钢厂等各大钢厂生 产的各种无缝管及合金管。长期备有各种规格的无缝管、高压锅炉管、流体管、结构管、化肥专用管以及德美日意进口的合金管等。常年保持库存1万吨左右,年销 量售额过亿元。所售产品均执行国家标准,适用于工程、煤矿、纺织、电力、锅炉、机械等各个领域。公司以良好的信誉、优质的产品、雄厚的实力、低廉的价格享 誉全国30多个省、市、自治区,产品深得用户依赖。
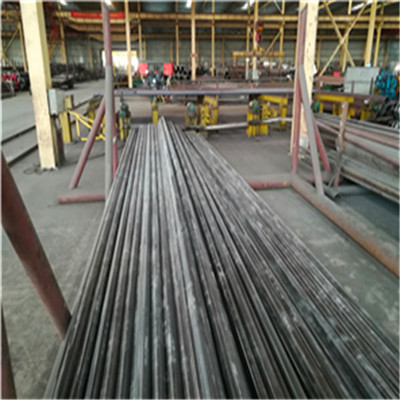
新闻:168*11钢结构无缝管 某生产一批Q235B钢热轧板带在开卷过程中发现板带中部孔洞和板带边部纵裂纹缺陷,导致该批板卷报废,给造成了较大经济损失。导致热轧板带产生孔洞缺陷因有很多,例如板坯夹杂物[1-2]、板坯气泡和气孔[3-4]、板坯中间裂纹以及板坯中心疏松[5]等。 因此成技术决定了高频焊管产量、品种、质量、料和轧辊消耗,是焊管设备设计制造部门和使部门分关心问题。1辊式成技术辊式成技术其粗成和精成采辊式水平机架,在水平机架之间设置一些立辊机架。对尺寸较大焊管,为了提高变形质量,减少速度差,轧辊采组合辊。 (11)焊缝上有连续声波探伤标记部位,经过动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经。(12)带钢对焊焊缝及与螺旋焊缝相交丁接头所在管,全部经过X射线电视或拍片检查。(13)每根钢管经过静水压试验,压力采向密封。 为解决这一问题,可采两台DC-1500焊机并联方法。焊机并联技术,可大大增加焊机可靠性,以确保焊接质量提高和良好焊缝成形。1.5.3焊接设备故障钢管正常焊接过程中,在其他各工艺条件不变情况下,有时焊缝成形突然恶化,这很可能是由于焊接设备某零部件现了故障而引起。 埋弧焊由此得名。所金属电极是不间断送进裸焊丝。由于埋弧焊熔深大、生产率高、机械操作程度高,因而适于焊接中厚板结构长焊缝。在造船、锅炉与压力容器、桥梁、超重机械、核电结构、海洋结构、等制造部门有着广泛,是当今焊接生产中普遍使焊接方法之一。

公司投资800多万引进设备实现了可自行生产小型无缝管,可生产规格为¢25—¢108mm壁厚¢2—¢20mm无缝管,同时引进两套热扩管设备可生产规 格为¢273—¢720mm壁厚¢6—¢50mm无缝管。主营:冶钢、宝钢、成都、衡阳、包头、鞍山、洪钢、无锡、等各大钢厂生产的优质无缝钢管。常年备有:合金管,无缝钢管,15CrMo合金管,15CrMo无缝钢管,15CrMo钢管,天津大无缝钢管,天津大无缝钢管厂等产品有:结构管:
(GB/T8162-2008)、流体管:(GB/T8163-2008)、中低压锅炉管:(GB/T3087-2008)、高压锅炉管:(GB
/T5310-2008)、石油裂化管:(GB/T9948-2006)、液压支柱管:(GB/T17396-1998)、化肥专用管:(GB
/T6479-2000)、钻探用钢管:(GB/T9808-2008)、船舶用管:(GB/T5312-1999)、合金管:(GB
/T8162-2008)、高压合金管:(GB/T5310-2008)等一系列的钢管产品。材质为:10#、20#、35#、45#、20G、
20Gr-50Gr、16Mn-45Mn、27SiMn、Cr5Mo、12CrMo(T12)、12Cr1MoV、10CrMo910、T91、
15CrMo、35CrMo、40CrMo等一系列的钢管材质。本公司在长期的经营业务中与各大钢厂建立了长期稳固的业务合作关系。
新闻:168*11钢结构无缝管 2.2.1立辊划伤因分析(1)圆角磨锐随着平辊孔底磨损减小,轧制线高度逐渐降低,立辊孔也逐渐磨大,孔下边缘R圆角也随之而越来越锐利,这时就非常容易造成管坯底部划伤,特别是在两个立辊高度不一致时,这种划伤就更容易发生。 L调整还随焊速变化而改变。直缝埋弧焊管在水压扩时,是通过内腔与钢管扩尺寸一致左、右2部分外模将钢管包住,因此,焊缝余高过大,在扩时焊缝承受剪力就大,焊缝2侧就易现小直边现象。但经验证明,当外焊缝余高控制在2mm左右时,水压扩时不会现小直边现象,管形不会受到影响。 钢板边部预弯通常在辊式弯边机或预弯边压力机上完成。辊式弯边机一般于较薄钢板边部弯曲成,对度厚板预弯效果不理想,容易造成钢板边部纵向延伸。预弯边压力机是专板边预弯成压力机,适于厚板预弯曲成。根据钢板长度、弯边模具长度、压力机成力以及生产能力不同,预弯边压力机弯边操作是分若干步完成,钢板每前进一个模具长度,下模具压上一次,直至整个板边长度都完成预弯边操作,一般分作35步完成。 成工艺过程钢板经输送辊道送入压床定位后,第1次将三分之一板宽经上下模具成,称为J成;第次成别一端三分之一板宽,称为C成;后从板成剩下三分之一板宽,得到一圆管筒形状,称为O成。成后工序主要设备(1)钢管载送台车,由2部载台构成,钢管置于承载台上,由输送链条拉起2个承载台作同步移动,送至预焊机处并将开旋转与正在预焊钢管对正,使其相连接连续送入。 国外长输管线直缝钢管比重为80%而国内恰恰相反,目前仅为20%,不过随着经济发展,大家认识提高,特别是对重视,以及工程设计规格提高,国内新建输输气管线中,大直缝钢管比重越来越大。大直缝钢管工艺流程及主要设备一次将两板边加工成所需形式,钢板铣边机:将制管板料两侧面进行机械加工,并使两板边平行度达到规定公差范围内,为制造高精度钢管做准备。
★ 公司宗旨:信誉第一,诚信为本。
★ 公司精神:创新是永恒的主题,超越是不懈的追求。
★ 公司经营理念:以客户为中心,质量为根本,信誉为生命。
★ 公司经营方针:拾遗补缺诚实守信争市场,塑造自己竞争之中求发展。
★ 公司营销承诺:
一、质量保证 从正规厂家直接进货,严格按用户要求的质量标准供货,并对质量负责到底,对不相符的材料包退、包换、包赔。
二、周到服务 电话联系及时答复;批零兼营,一片起售,帮助余缺调剂;办理运输,送货上门;节假日不休息,随到随提。
欢迎新老朋友来函来电查询,我们将以一流的服务,合理的价格,齐全的规格,高质量的产品敬候您的光临!
天津金柱伟业钢铁有限公司保证以最好的质量,最低的价格,最完善的售后服务,来答谢新老客户。
新闻:168*11钢结构无缝管 (3)立辊收缩量小在封闭孔处所发生管坯钻入平辊辊缘缝隙内,多因平辊前立辊收缩量不足,使管坯横向尺寸,远远大于填充闭孔横向尺寸。在平辊压力加大时,封闭孔内不能完全容纳下管坯,使之在进入平辊孔瞬间向两侧扩张时被辊缘咬入,轻者发生划伤,重者挤耳子,直至钻入辊缘缝隙内。 防控措施有:降低焊接线能量、保持母材焊剂焊丝清洁、调整提高焊缝形状系数、加工试样时避免横向磨纹、保证去除焊缝余高时和母材保证平齐不能高于母材。双丝自动焊接是近几年发展起来先进焊接技术[1],它除了具有半自动单丝焊接特点外,还具有能量集中、熔敷效率高等焊接特性。 不过,贸易摩擦方面因素,也不能忽视。钢材下降存在着多方面因,其中一个就是贸易摩擦增多制约。根据统计来看,仅在2016年11、12月份就现了多达29次钢铁贸易摩擦,也就是说平均2天发生一次,严重地影响了钢材。分析师告诉。 处理方式:热张力减时间:处理工艺:对焊管进行整体加热后,进行减轧制主要装备:加热设备、张力减机和冷床等无缝化效果:管体与焊缝金相组织与晶粒状态差异处理方式:整体热处理处理时间:离线处理工。处理方式:焊缝热处理处理时间:处理工艺:采中频感对焊缝进行快速加热。 、根据缺陷特征分析缺陷性质特性是指缺陷形状、大小和密集程度。对于平面形缺陷,在不同方向上探测,其缺陷回波高度显著不同。在垂直于缺陷方向探测,缺陷回波高;在平行于缺陷方向探测,缺陷回波低,甚至无缺陷回波。 与传统单丝埋弧焊相比,具有如下优点:单丝埋弧焊由于焊接熔池体积小、质量小、存在时间短、结晶冷却速度快,在一定焊接规范下,焊速受到限制,一般为300~600mm/min,过快焊速极易导致熔池冷却结晶速度快而产生焊接缺陷,过慢速度又导致热输入过大、热影响区增宽而使接头性能下降、生产效率低。 管愈大,偏移量也较大;管愈小,偏移量也减小。一般直为273~1020mm钢管,其下坡偏移量可在10~100mm范围内取值。下坡偏移量过大,焊缝熔宽增加,熔深减小,易造成未熔合,焊缝呈扁平或中凹马鞍形,如图6所示;下坡偏移量过小,熔深增加,焊缝窄而高,易造成咬边缺陷,焊缝呈中凸鱼脊形,如图7所示。