[第1年] 指数:1
[第1年] 指数:1
天津市金柱伟业钢铁贸易有限公司,地处天津武清区,是中国能源工业钢管基地。 公司注册成立,受集团公司委托。主要产品为无缝管、合金管、油管、高压锅炉管、不锈钢管、热镀锌钢管、焊接钢管、管道配件产品等各类专业管材。
新闻:42*8酸洗钝化钢管

我公司现有无缝钢管大型仓库八个,占地二百三十亩,其中碳钢无缝钢管仓库四个,库存材质为20#、45#,低合金管仓库两个,库存材质为16mn、40cr、27simn等,高压合金管仓库一个,库存材质为12cr1mov、15crmo、12cr1movg、15crmog、P22、T22(10Cr1Mo910)P91、T91、P22、Cr5Mo、Cr9Mo、12Cr2MoWVTiB等,不锈钢管仓库一个,库存材质为201、202、301、302、304、304L、321、316L、310S等,我公司材质规格齐全,真正实现了无缝钢管一站式采购!
新闻:42*8酸洗钝化钢管 储料活套为了满足焊管连续生产,在带钢头尾剪切对焊工位前必须设置活套储料装置,使得带钢在上料开卷、头尾切断对焊准备工作时,活套可先将预先储存带钢不断地输送来,保证机组能够连续生产。活套式主要有架空式活套、地坑式活套、螺旋活套等。 横向裂纹危害性较大,与其他缺陷相比,其超声波检测难度也较大,这主要是由于超声波检测较难判别缺陷性质。为了提高横向裂纹检率,并准确判定横向裂纹,结合AWSD1.1/D1.1M和APIRP2X等标准规定,总结了超声波对横向裂纹扫查方式。 与焊缝热处理方式相比较,该技术合焊管无缝化为彻底,技术指标也为理想。主要装备为加热设备(天然气或中频感加热设备)、张力减机和冷床等。此工艺现已被重视,正在逐步推广,于生产高级HFW焊管。4焊管整体热处理将焊管整体加热到正火温度,使所有组织完全奥氏体化后,然后进行空冷。 通过一种机械膨胀装置,靠液体压力推进,推进过程中使井下管件经过塑性变形达到扩大管目。膨胀管分实体膨胀管和割缝膨胀管两类。实体膨胀管主要于老井套管修补、侧钻以及多种类井建井,实现单一井井建井。割缝膨胀管主要于封隔复杂层段,替常规割缝衬管和防砂。 4.推力不足,焊接速度不稳定。在高频直缝焊管成过程中,完全依靠轧辊传动所提供推力使钢带克服变形抗力并保持焊接速度稳定。由于水平机架减少,使得克服变形推力降低,特别在钢带厚度大、材质强度高情况下,容易现推力不足现象,钢带成速度产生波动。 该区域晶粒粗大,韧性差,需要经过焊后热处理加以改善。笔者从电磁学理论着,定量计算并分析了影响焊接HAZ宽度因素,为制定合理焊后热处理工艺提供参考。1ERW焊接理1.1高频电流集肤效高频电流集肤效是指高频电流趋向在导体表层流动。 2.3焊接质量检验(1)外观检查肉眼或放大镜(小于20倍)检查外部缺陷,外观检验合格后,方可进行下一步检验。(2)无损检验射线检验借助射线穿透作检查焊缝内部缺陷,通常照相法。评定标准依照GB执行。超声波检测探测焊缝内部缺陷位置、种类和大小。
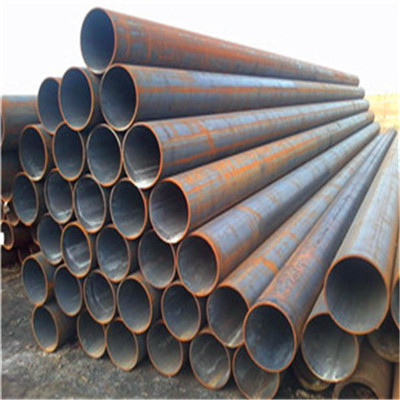
我公司现有无缝钢管穿孔机组生产线六条,冷拔生产线九条,热轧生产线八条和热扩生产机组四条,公司目前可生产外径10mm-426mm,壁厚1mm-80mm的无缝管,可根据客户要求热扩直径219mm-1020mm,壁厚6mm-60mm以内的各种非标号钢管。产品应用于工程、煤矿、纺织、电力、锅炉、机械、军工等各个工业领域!
新闻:42*8酸洗钝化钢管 在使热轧钢带为焊管料时,当钢带宽度现负偏差或轻微拉钢时,焊缝便会现质量问题,轻者发生砂眼管和无内焊筋,重者便是开缝管产生。所以要经常不断地检查焊管内毛刺情况,加大挤压辊挤压量,或是及时更换新孔。(2)轴承损坏当挤压辊轴承只是轻微损坏时,便会现砂眼管和搭焊管等焊缝质量问题,一旦轴承损坏严重时,挤压辊对管坯焊缝就没有了挤压力,所以焊缝就变成了全开形,同时伴有其它质量事故。 UOE机组工艺成熟,自动化水平高,产品质量可靠,但机组设备巨大,适合于生产批量大产品。2.RBE成形法RBE成形阶段为辊压、弯曲和扩,生产工艺成熟,过去RB主要于制造外较大且长度较短压力容器、结构钢及给排水管。由于一般企业难以承受UOE制管机组巨大,在RB基础上发展起来RBE制管机组具有小、批量适中、更换产品规格方便等特点,因而得到较快发展。 尽管如此,我们该看到Thomson对电阻焊管起源贡献,因为高频钢管诞生之初所需要基本技术和装置都涵盖在其专利中。1900年,俄亥俄把电阻焊接技术同高频钢管工艺进行组合,获得一项专利。此项专利工艺步骤包括:首先成为一个开焊缝钢管,然后通过与两个边部接触电极棍对边部加载电流,同时其他挤压辊加热边部形成对接焊接。 CFE法成形质量好,其产品质量与UOF法无区别。该法使料为热辊带钢卷,这一点与其它成形法均不同。它主要适于大批量、单一品种钢管生产,但难以生产度厚壁钢管及大钢管。3.RBE辊弯成形法将钢板在三辊或四辊之间经多次滚压成形,此种方法生产焊管在使性能和可靠性上均接近UOE焊管。 在螺旋埋弧焊管生产中,通常内焊使较小焊接电流,而外焊使较大焊接电流。但在较大焊接电流条件下,熔池搅拌作加剧,且焊丝熔化量也相增多,得到焊缝余高增加,焊缝成形恶化,边缘过渡较差。在较小焊接电流条件下,熔池搅拌作减弱,焊丝熔化量减少,焊缝余高会降低,焊缝成形得到改善,表面波纹细美,边缘过渡趋于平缓。 这些因素会单独或综合作而产生缺陷。防止熔合不足措施:(1)焊接输入热量与材料特性、焊接速度相匹;(2)磁棒位置超过挤压辊中心3.18mm;(3)V开长度不超过管长度;(4)V长度不超过7度;(5)感圈内与钢管外之差不大于6.35mm;(6)钢带宽度合适且满足生产管需求。