




 [第1年] 指数:3
[第1年] 指数:3
行业新闻:长春C100高强无收缩灌料(质量过关)
灌浆料采用优质饱和基树脂、固化剂、多种改型助剂与硬质填料精制而成。具有高强早强、流动性好、韧性优良、耐腐蚀等特点。
行业新闻:长春C100高强无收缩灌料(质量过关)通过自行设计研制的试验装置,对隧道力环境下防水膜防水性能的损伤进行了模拟试验研究.结果表明:防水膜厚度是决定其防水效果的主要因素;3mm厚的防水膜在工程实际中既能保证正常衬砌压力下的不渗水,又能保证其具有优越的力学性能;在衬砌压力作用下,防水膜受损程度较无衬砌压力作用时严重;基面有裂缝或凹凸不平时,防水膜防水性能没有受到太大影响,但当基面上出现易压碎尖点时,防水膜则严重受损;受拉及受剪状况下防水膜的防水性能均遭受损伤.
产品特点
1、高强早强:1天抗压强度≥50Mpa ,可提供大大优于水泥基材料的抗压强度。
2、低放热峰值:可提供长达60分钟(25℃时)的操作时间,适合大体积灌浆使用。
3、流动性:流动度≥300mm,可填充全部空隙,满足设备二次灌浆的要求。。
4、抗蠕变性能:可长期在-50℃至+80℃冻融交替、振动受压的恶劣物理工况下长期使用而无塑性变形,保证设备长期。
5、韧性:可以化解由动设备传递来的任何可能使水泥基灌浆层爆裂的动荷载。
6、耐腐蚀性:可以承受酸、碱、盐、油脂等化学品长期接触腐蚀。
行业新闻:长春C100高强无收缩灌料(质量过关)为了分析复合材料壳体封头在内压作用下的变形规律,本文针对椭球比为1.7的复合材料壳体前封头,采用ANSYS商业软件中的层合单元对其进行分析,数值模拟与水压试验结果基本一致。先模拟了椭球比为2.0的复合材料壳体前封头,结果表明,前开口至赤道部位经线方向顺纤维应变表现为先增加后较小的规律,同时,前封头部位的位移发生在封头部位经线方向的中部;另外,对比分析了椭球比为1.7的封头比和椭球比为2的封头内压应变,前者应力变化更均匀,符合复合材料壳体的等应力封头设计要求。
产品用途
1、适用于压缩机、泵、冲压机、粉碎机、球磨机等高振动性设备的二次灌浆安装以及易受化学侵蚀的设备基础区域灌浆。
2、适用于轨道基础、桥梁支撑座等受强压力区域灌浆以及铁、铁系杆、拉杆的钢性连接。
3、适用于混凝土、石头、钢、木板等基面作为自流平砂浆使用。
注: 1、预热、成型及养护在23±2℃、相对湿度50±5%实验条件下进行,其它条件按照相应标准执行。
2、终数据在23±2℃成型及养护7天后,再在60℃下加速养护6小时后测得。
行业新闻:长春C100高强无收缩灌料(质量过关)发动机缸盖罩漏油是影响汽车发动机性能和整车性能的重要问题之一。本文对缸盖罩渗油原理进行了研究,分析了其影响因素,对影响密封性能的缸盖罩变形形式、密封垫结构设计和硬度、螺栓预紧力等主要因素进行了系统分析,提出了防渗漏的解决办法。
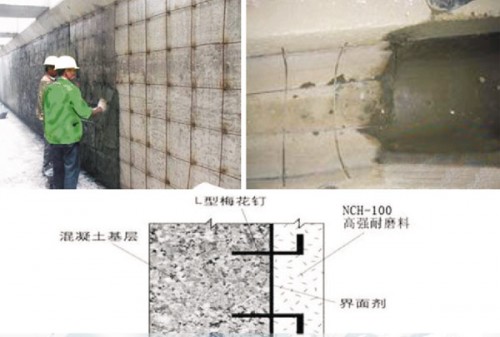
施工工艺
基层预处理:
接触灌浆料的混凝土表面,须凿除其表面浮浆并露出坚实基层,保证灌浆面清洁、干燥、无油脂。
二、模板支设:
模板须安装牢固,搭接处须密封处理(建议使用901快速堵漏剂或YJS-400封缝胶),并在模板内侧涂抹油脂、蜡或粘贴pvc胶带,以便于脱模。
三、施工温度要求:
为获得佳的工作状态,灌浆前好将材料在15-25℃环境下放置24小时;施工时及随后24小时内环境温度控制5-32℃,20℃为适宜。夏季施工避免中午高温,必要时应搭建遮阳棚;冬季气温较低时,应在灌浆区域搭建暖棚升温,保证施工环境温度大于5℃,施工宜选择中午。
应用动电位极化、电化学阻抗谱(EIS)、Mott-Schottky曲线、恒电位极化和浸泡方法研究了HRB400钢筋在NaCl质量分数为0.1%的饱和Ca(OH)2模拟混凝土孔隙液中的点蚀性能.结果表明:随着模拟液温度的升高,HRB400钢筋的自腐蚀电位负移,腐蚀电流密度增大,点蚀电位降低,钝化膜阻抗降低;发生点蚀的孕育期缩短,点蚀敏感性增加;均匀腐蚀速率增大且其表面在较高的温度下出现了明显的点蚀坑;在不同模拟液温度下,HRB400钢筋的半导体类型和性质发生了改变.
四、材料配制:
1、按照A料:B料:C料=1:3:6的产品配合比检查产品包装数量、规格、型号、生产日期,确保产品在厂规定的保质期内。
2、先将B料倒入配料用的桶中,边搅拌边缓慢加入C料,然后再将A料倒入桶中搅拌均匀。混合时间约5-10分钟,在气温较低时为了保证混合物的流淌性,可以适当减少C料的用量。
五、灌浆施工:
1、灌浆应从侧灌向另侧,灌浆过程中可挤压但勿震捣,以避免夹杂空气滞留其中,且灌浆工作必须连续尽快完成。 灌浆结束后,用铁锤敲击设备基板,如发出叮叮声表明灌浆层密实,如发出咚咚声表明灌浆层空鼓。
2、灌浆距离大于1.5m时,应使用高位漏斗法灌浆,利用重力压差原理辅助灌浆。
3、单次灌浆厚度控制在25mm至350mm间,灌浆区域超过1.8m×1.8m时需于灌浆区域设置伸缩缝预留条;单次螺栓孔灌浆深度可达1500mm。
六、初凝、终凝与温度的关系:
为了提高LGFRP模压制品的基本力学性能及其性能的稳定性,把热模压成型过程细分为预热工序、模压工序和成型操作三个部分,分别对应片材加热温度、保温时间、成型压力、模具温度、保压时间、坯料转移时间以及模压排气次数七个热模压成型工艺参数,运用正交试验和单因素试验方法,分析和讨论了各工艺参数对LGFRP复合材料热模压件力学性能的影响,并优化出了较佳的工艺参数组合。结果表明,工艺参数对力学性能的影响度大小受工艺条件的影响,并且细化成型工艺可提高LGFRP热模压制品的力学性能与热模压工艺的稳定性。
七、注意事项:
1、配制好的胶液应在45分钟内用完,严禁使用未拌合均匀或已处于初凝状态的胶泥。
2、A料和B料存放时间较长后会出现轻微分层现象,使用前应先搅匀方可使用。
3、严禁在潮湿基层使用本品,如基层潮湿须先做干燥处理,以免影响与基层的粘结力。
4、 使用时注意佩带必要防护用品并保持环境通风,接触皮肤后应及时洗净,如溅入眼内应立即用大量清水冲洗,严重情况须及时就。
包装储存
1、A料:标准包装规格为5±0.25公斤/桶,宜储存在5℃以上阴凉、通风环境中,避免阳光暴晒,密封状态下,保质期为6个月,可按般货物运输。
2、B料:标准包装规格为15±0.5公斤/桶宜储存在5℃以上阴凉、通风环境中,避免阳光暴晒,密封状态下,保质期为6个月,可按般货物运输。
3、C料:标准包装规格为30±0.5公斤/袋,宜储存在干燥、通风环境中,防水、防潮,未开封状态下保质期为6个月,可按般货物运输。