[第1年] 指数:3
[第1年] 指数:3
行业资讯:七台河C80设备地脚螺栓灌浆料(质量保证)
灌浆料采用优质饱和基树脂、固化剂、多种改型助剂与硬质填料精制而成。具有高强早强、流动性好、韧性优良、耐腐蚀等特点。
行业资讯:七台河C80设备地脚螺栓灌浆料(质量保证)通过试验研究了聚丙烯(PP)纤维和植物纤维素(UFPP)纤维对受荷混凝土渗透性能的影响.结果表明:在一定荷载范围内,纤维混凝土的抗渗能力有所提高,当荷载超过混凝土破坏荷载30%左右时,其抗渗能力随之下降.同时研究了纤维对各龄期混凝土抗氯离子渗透性能及抗冻融循环耐久性能的影响,并分析了其机理.
产品特点
1、高强早强:1天抗压强度≥50Mpa ,可提供大大优于水泥基材料的抗压强度。
2、低放热峰值:可提供长达60分钟(25℃时)的操作时间,适合大体积灌浆使用。
3、流动性:流动度≥300mm,可填充全部空隙,满足设备二次灌浆的要求。。
4、抗蠕变性能:可长期在-50℃至+80℃冻融交替、振动受压的恶劣物理工况下长期使用而无塑性变形,保证设备长期。
5、韧性:可以化解由动设备传递来的任何可能使水泥基灌浆层爆裂的动荷载。
6、耐腐蚀性:可以承受酸、碱、盐、油脂等化学品长期接触腐蚀。
行业资讯:七台河C80设备地脚螺栓灌浆料(质量保证)骨料级配特征对透水混凝土配合比优化设计方法及其基本性能有较大影响.采用A,B,C3种粒径的骨料进行混料设计试验,通过对大量的试验数据拟合与方差分析,建立了透水混凝土有效孔隙率、单位体积骨料颗粒数量、骨料比表面积、不同龄期抗压强度与骨料级配的关系式.研究结果对透水混凝土配合比设计方法优化和基本性能的预测具有重要的指导意义.
产品用途
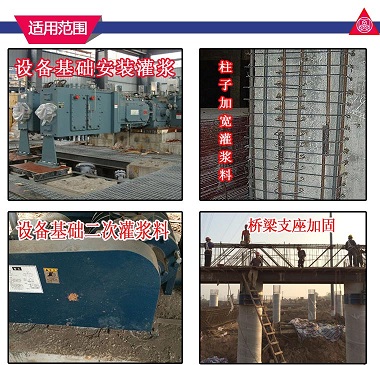
1、适用于压缩机、泵、冲压机、粉碎机、球磨机等高振动性设备的二次灌浆安装以及易受化学侵蚀的设备基础区域灌浆。
2、适用于轨道基础、桥梁支撑座等受强压力区域灌浆以及铁、铁系杆、拉杆的钢性连接。
3、适用于混凝土、石头、钢、木板等基面作为自流平砂浆使用。
注: 1、预热、成型及养护在23±2℃、相对湿度50±5%实验条件下进行,其它条件按照相应标准执行。
2、终数据在23±2℃成型及养护7天后,再在60℃下加速养护6小时后测得。
行业资讯:七台河C80设备地脚螺栓灌浆料(质量保证)为了解决丁苯共聚物/水泥复合胶凝材料凝结硬化慢的问题,将沸石作为调凝材料,讨论其对复合胶凝材料凝结时间和早期强度的影响,并从水化放热速率和水化产物的角度分析沸石调节凝结硬化的机理.结果表明:沸石能够加速丁苯共聚物/水泥复合胶凝材料的水化,通过促进C3A和C3S的水化,缩短复合胶凝材料的水化诱导期,提高加速期放热速率,促进AFt和Ca(OH)2的生成,从而加速复合胶凝材料的凝结硬化,缩短凝结时间,提高早期强度.

施工工艺
基层预处理:
接触灌浆料的混凝土表面,须凿除其表面浮浆并露出坚实基层,保证灌浆面清洁、干燥、无油脂。
二、模板支设:
模板须安装牢固,搭接处须密封处理(建议使用901快速堵漏剂或YJS-400封缝胶),并在模板内侧涂抹油脂、蜡或粘贴pvc胶带,以便于脱模。
三、施工温度要求:
为获得佳的工作状态,灌浆前好将材料在15-25℃环境下放置24小时;施工时及随后24小时内环境温度控制5-32℃,20℃为适宜。夏季施工避免中午高温,必要时应搭建遮阳棚;冬季气温较低时,应在灌浆区域搭建暖棚升温,保证施工环境温度大于5℃,施工宜选择中午。
对4种类型的水泥基材料进行绝热温升试验,提出绝热温升各阶段分界点的确定方法,分析各阶段持续时间和温升速率大小等规律,并对已有的终温升预测方法进行修正.后在分析不同类型水泥基材料绝热温升规律的基础上,提出一种通用的水泥基材料绝热温升速率表达式,用于描述绝热温升速率随龄期的变化.所提出的表达式形式简单,各参数具有较为明确的物理意义,与已有模型的表达式相比,在对早龄期绝热温升和温升速率的描述方面具有更好的效果.

四、材料配制:
1、按照A料:B料:C料=1:3:6的产品配合比检查产品包装数量、规格、型号、生产日期,确保产品在厂规定的保质期内。
2、先将B料倒入配料用的桶中,边搅拌边缓慢加入C料,然后再将A料倒入桶中搅拌均匀。混合时间约5-10分钟,在气温较低时为了保证混合物的流淌性,可以适当减少C料的用量。
五、灌浆施工:
1、灌浆应从侧灌向另侧,灌浆过程中可挤压但勿震捣,以避免夹杂空气滞留其中,且灌浆工作必须连续尽快完成。 灌浆结束后,用铁锤敲击设备基板,如发出叮叮声表明灌浆层密实,如发出咚咚声表明灌浆层空鼓。
2、灌浆距离大于1.5m时,应使用高位漏斗法灌浆,利用重力压差原理辅助灌浆。
3、单次灌浆厚度控制在25mm至350mm间,灌浆区域超过1.8m×1.8m时需于灌浆区域设置伸缩缝预留条;单次螺栓孔灌浆深度可达1500mm。
六、初凝、终凝与温度的关系:
纤维增强复合材料具有比刚度高、比强度大的轻量化优势,以及可设计性强、耐腐蚀性优、抗疲劳性好等显著特点,可作为装备轻量化设计的选材。在对迫击炮身管进行受力分析的基础上,提出了采用金属内衬外加碳纤维复合材料增强层的迫击炮复合身管双层结构,介绍了用于迫击炮复合身管加工的缠绕设备和缠绕工艺,基于实验结果,综合分析了碳纤维材料的选择、铺层顺序、纤维缠绕张力等工艺对迫击炮复合身管承压性能的影响,可为火炮复合材料身管以及复合材料承载圆筒的结构设计与加工提供参考。
七、注意事项:
1、配制好的胶液应在45分钟内用完,严禁使用未拌合均匀或已处于初凝状态的胶泥。
2、A料和B料存放时间较长后会出现轻微分层现象,使用前应先搅匀方可使用。
3、严禁在潮湿基层使用本品,如基层潮湿须先做干燥处理,以免影响与基层的粘结力。
4、 使用时注意佩带必要防护用品并保持环境通风,接触皮肤后应及时洗净,如溅入眼内应立即用大量清水冲洗,严重情况须及时就。
包装储存
1、A料:标准包装规格为5±0.25公斤/桶,宜储存在5℃以上阴凉、通风环境中,避免阳光暴晒,密封状态下,保质期为6个月,可按般货物运输。
2、B料:标准包装规格为15±0.5公斤/桶宜储存在5℃以上阴凉、通风环境中,避免阳光暴晒,密封状态下,保质期为6个月,可按般货物运输。
3、C料:标准包装规格为30±0.5公斤/袋,宜储存在干燥、通风环境中,防水、防潮,未开封状态下保质期为6个月,可按般货物运输。