[第1年] 指数:3
[第1年] 指数:3
产品新闻:阜新C60高强无收缩灌浆料(质量过关)
产品特点
(1) 高强早强:抗压、粘结等物理力学性能远优于普通水泥基灌浆料。
(2) 自流性:可填充全部空隙,满足设备二次灌浆的要求。
(3) 无收缩:保证设备与基础之间紧密接触,确保高精度的安装需要。
(4) 抗蠕变性:在恶劣物理工况下长期使用而无塑性变形,保证设备长期。
(5) 耐腐蚀性:可以承受酸、碱、盐、油脂等化学品长期接触腐蚀。
(6) 水水泥基:树脂与高品质水泥共同作用,粘结力强耐久性强,且可用于潮湿基层。
产品用途
1、适用于压缩机、泵、冲压机、粉碎机、球磨机等高振动性设备的二次灌浆安装以及易受化学侵蚀的设备基础区域灌浆。
2、适用于轨道基础、桥梁支撑座等受强压力区域灌浆以及建筑结构混凝土补强加固。
产品新闻:阜新C60高强无收缩灌浆料(质量过关)对玻璃纤维增强复合软管进行短期爆破压力试验,建立内压载荷下玻纤软管有限元模型进行模拟仿真计算,在此基础上,研究提出了玻纤软管爆破压力的理论求解方法。将三者进行对比分析,结果表明:在一定内压作用下,加强层所受到的力远大于内外层,说明了玻纤软管的加强层承担大部分内压载荷;玻纤缠绕角度大于45°且小于80°时,抗内压能力逐渐增强,59°为玻纤软管设计中缠绕角度;适当减小管道的径厚比,可以提高管道承受内压的能力。
执行标准 YB/T9261-98
产品新闻:阜新C60高强无收缩灌浆料(质量过关)业内专家已深刻地意识到影响复合材料在高性能结构上广泛应用的主要的原因之一是复合材料结构设计人才的匮乏,因此做好复合材料结构设计人才的培养工作已成为推动复合材料在若干重要产业领域创新应用发展的关键。本文围绕有关概念、培养方法和培养标准等给出了作者的若干思考,抛砖引玉,愿能对推动复合材料结构设计人才的培养工作有所裨益。
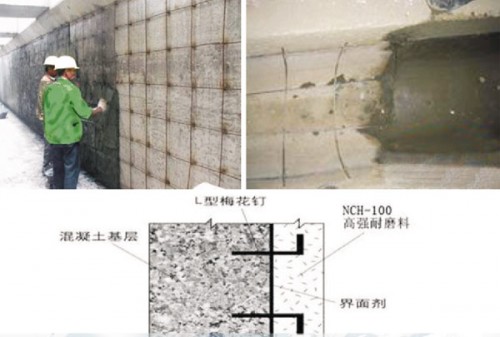
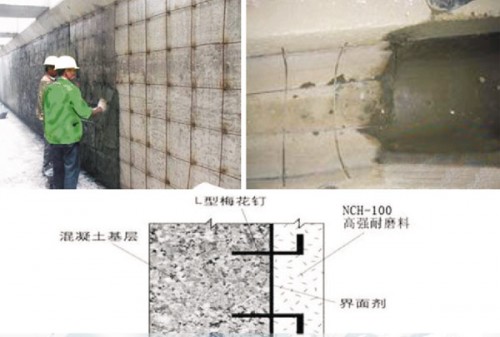
施工工艺
第步、表面预处理:
凿除混凝土表面浮浆并露出坚实基层,保证灌浆面清洁,干燥,无油脂。
第二步、支 模:
模板支设、搭接牢固,模板接缝处须封闭(建议使用901快速堵漏剂或YJS-400封缝胶),模板内侧须涂抹油脂、蜡或粘贴pvc胶带以便于脱模;为了便于倾倒及安装100mm以上,在模板内侧灌浆水平高度上钉25mm厚45度斜角木线条,避免浇筑体边缘应力集中。
第三步、配 料 :
先将A料、B料分别搅拌均匀(长期放置有 沉淀现象)后,再按照A料:B料=1:3的比例充分混合均匀,搅拌时间约3min。再按照A:B:C=1:3:30的比例加入C料,使A料、B料、C料充份混合均匀,混合时间约5-10min,在气温较低时为了保证混合物的流淌性,可以适当减少C料的用量或适当加水搅拌均匀。
产品新闻:阜新C60高强无收缩灌浆料(质量过关)利用ABAQUS的Explicit模块建立了行人头部碰撞碳纤维夹芯复合材料的有限元模型,并使用DIAdem工程分析软件计算了头部损伤指标HIC值。通过钢球碰撞试验验证了模型的有效性,分析了碳纤维复合材料层数,硬质泡沫厚度,蒙皮的铺层方式对HIC值和侵入量的影响。结果表明,加入硬质泡沫可以大量减少碳纤维复材使用量,并且不会增加HIC值和侵入量;硬质泡沫厚度不宜太大也不宜太小,有值;各向同性明显的铺层方式有利于减小HIC值。
第四步、灌 浆
(1)灌浆应从侧灌向另侧,灌浆工作必须连续尽快完成。
(2)灌浆过程中可挤压但勿震捣,以避免夹杂空气滞留其中;灌浆距离大于1.5m时,应使用高位灌浆漏斗法,利用重力压差原理辅助灌浆。
产品新闻:阜新C60高强无收缩灌浆料(质量过关)本文介绍了复合材料液体模塑成型技术(LCM)的发展历程,对发展过程中出现的一些具有代表性的工艺方法,包括树脂传递模塑(RTM)、真空辅助树脂传递模塑(VARTM)、树脂浸渍模塑(SCRIMP)、树脂膜渗透(RFI)、结构反应注射模塑(SRIM)和脉动灌注(PP)等的技术特点、研发现状及装备发展进行了回顾和总结。并对液体模塑成型工艺的发展趋势进行了展望,认为复合材料液体模塑成型工艺未来将向整体化、自动化、数字化和智能化的方向发展。

包装储运
1、A料:标准包装规格为15kg±0.5kg/桶,宜储存在5℃以上阴凉、通风环境中,避免阳光暴晒,密封状态下,保质期为6个月,可按般货物运输。
2、B料:标准包装规格为45kg±0.5kg/桶,宜储存在5℃以上阴凉、通风环境中,避免阳光暴晒,密封状态下,保质期为6个月,可按般货物运输。
3、C料:标准包装规格为25kg±0.5kg/袋,宜储存在干燥、通风环境中,防水、防潮,未开封状态下保质期为6个月,可按般货物运输。