



 [第1年] 指数:3
[第1年] 指数:3
轨道胶泥产品特点
1、早强高强:1天强度可达20MPa以上。
2、大流态:流动度高,可填充全部空隙,满足二次灌浆的要求。
3、无收缩:保证设备与基础之间紧密结合。
4、低温施工性:允许在-10℃气温下进行室外施工。
5、绝缘性好:高致密性结构,固化后具有很好的抗渗和绝缘性能。
6、耐久性强:本品属无机胶结材料,使用寿命大于基础混凝土的使用寿命。经上百万次疲劳试验,50次冻融循环实验强度无明显变化。在机油中浸泡30天后强度明显提高。
行业资讯:七台河重工设备基础二次灌浆料(生产厂家)本文利用有限元软件ANSYS,建立三维中空夹芯复合材料的结构模型,进行侧压性能研究。利用该模型,探讨了材料在1mm侧压位移载荷作用下复合材料中纤维、树脂和材料本身的应力、应变分布。结果表明,三维中空夹芯复合材料在侧压载荷作用下,上下面板中经、纬纱线交织处应力,容易发生侧压破坏;芯材应力,不容易发生侧压破坏;复合材料在承受侧压载荷作用时,纤维起主要承载作用,树脂起次要作用;材料的破坏模式主要为树脂破裂。
轨道胶泥产品用途
1、港口、码头起重机轨道槽的灌浆。(轨道压板灌浆、底板、 螺栓固定等)。
2、适用于各种机械、电气设备(重型设备、高精度磨床)、二次灌浆。
3、钢结构安装工程。
4、民用建筑的加固。
行业资讯:七台河重工设备基础二次灌浆料(生产厂家)为探讨拉挤型玻璃纤维增强复合材料(GFRP)层合板的压缩力学性能及破坏机理,以基体树脂和纤维含量为变化参数,对6种拉挤型多向GFRP层合板进行了纵横向压缩试验,对压缩力学性能及破坏模式进行了比较分析。试验结果表明,纵向压缩典型破坏模式为层间基体开裂,横向压缩典型破坏模式为剪切破坏和层间基体开裂;采用树脂基体的试件组较采用基树脂基体的试件组压缩力学性能有显著提高;提高纵向纤维含量能提高纵向压缩力学性能,但纤维含量过高对于纵向压缩力学性能有不利影响;纤维含量的变化对横向压缩力学性能的影响很小。

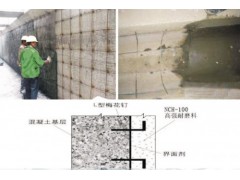
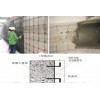
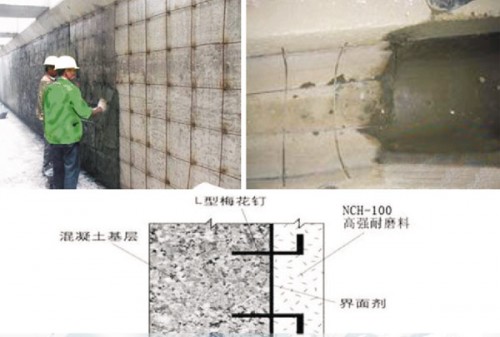
轨道胶泥施工要点
()基础处理和支模:
1、混凝土基础表面凿毛、并将其清理干净。与轨道胶泥粘合在起的构件(如钢垫板)将锈皮及油污等清除掉。
2、在浇灌轨道胶泥前4小时,对混凝土基础表面施于湿润,浇灌时不得有积水。
3、挡板应支设严密,防止漏浆。
行业资讯:七台河重工设备基础二次灌浆料(生产厂家)复合材料LCM工艺经过多年的发展,形成了RTM、RIM、连续纤维增强热塑性预浸料真空袋压成型等多种多样的成型工艺方法。各种工艺方法由于特点不同,各自需要发展的技术内容各有不同,RTM工艺向着高速成型方向发展,RIM向着更大、更复杂的结构部件整体成型发展,快速充模流动和自动铺放是主要的技术方向,连续纤维增强热塑性预浸料真空袋压成型需要开发更多的品种以拓展应用领域。
(二)灌浆:
1、加水量:按照每袋(25kg)用水4.0~4.5kg的比例加水搅拌,如施工不需要较大流动度可相应减少用水量。
2、搅拌程序:在搅拌桶内加入规定量的水后置入搅拌器,将部分座浆料倒入桶内搅稀,再将余料倒入搅拌,时间从开始到结束宜控制在分钟左右。
3、搅拌时,叶片应沿着桶周边上下左右缓慢移动,以使桶底和桶壁粘附的干料得以拌和;搅拌叶片不得提至座浆料液面之上,以免空气带入座浆料内。
4、搅拌好的HGM轨道胶泥应及时浇灌。浇灌时,尽可能从侧注入,以利排出底板与混凝土基础之间的空气。 必要时,可采用竹片等工具导流。 浇灌开始后必须连续进行,不能间断。
搅拌机具
双柄手电钻,功率≥450W,转速≥500r/min。
搅拌叶片用δ=1.2mm厚钢板制成,叶片φ150mm,搅拌杆φ12mm圆钢。
注意事项
现场使用时,严禁在胶泥中掺入任何外加剂、外掺剂。不得与其厂生产的类似产品混用,以确保工程质量。
行业资讯:七台河重工设备基础二次灌浆料(生产厂家)将耐磨涂层与树脂基复合材料采用RTM工艺一体化成型,并对一体化成型复合材料的耐磨性能进行了测试分析,采用三维白光干涉表面形貌仪测试了磨损试样的表面形貌,采用激光粒度分析仪对所使用的硬质粉体进行了粒度分析,采用电子显微镜观测了耐磨复合材料的内部结构。结果表明,复合材料试样的摩擦系数与磨痕深度情况相一致,即试样的摩擦系数越小,其磨痕深度也越小。一体化成型耐磨复合材料表面涂层的连续相为树脂基体,限制了该种复合材料在高速摩擦条件下的使用。

养护
1、用湿润的草袋或布覆盖在已浇灌好的HGM轨道胶泥上,并洒水养护,每天2-6次。
2、养护温度应在15℃以上,养护期7天。若现场温度较低时可适当延长养护期。
3、冬季施工需采取保温措施。
拆模
拆模应在浇灌完毕24小时后进行,拆模后仍继续养护。
包装及储运
包装规格为25kg±0.5kg,用复合纸袋内衬塑料袋包装。储存在干燥、阴凉处,在未经受潮保存下储存期为六个月。超期需复检,合格后才可使用

















