[第1年] 指数:3
[第1年] 指数:3
技术新闻:辽阳机场跑道高强快速修补砂浆(生产厂家)
灌浆料采用优质饱和基树脂、固化剂、多种改型助剂与硬质填料精制而成。具有高强早强、流动性好、韧性优良、耐腐蚀等特点。
技术新闻:辽阳机场跑道高强快速修补砂浆(生产厂家)利用制盐卤水和石灰合成低(水化)碱性MgO粉体,再与秸杆、卤水复合制成秸杆胶凝复合材料,研究碱性环境对这种复合材料结构与性能的影响.结果表明:控制沉淀反应终点pH10.0,可保证MgO粉体具有较低的水化碱性;强碱性环境(pH12.0)对秸杆纤维有较强的侵蚀作用,对其复合材料的凝结和力学性能有较大的影响;低碱性(pH10.0)镁氯胶凝材料与秸杆纤维有良好的适应性;随着秸杆纤维掺量的增加,复合材料的孔隙率增加,抗折、抗压强度下降,尺寸较小、较大的秸杆纤维分别对复合材料抗折、抗压强度的影响较为明显.
产品特点
1、高强早强:1天抗压强度≥50Mpa ,可提供大大优于水泥基材料的抗压强度。
2、低放热峰值:可提供长达60分钟(25℃时)的操作时间,适合大体积灌浆使用。
3、流动性:流动度≥300mm,可填充全部空隙,满足设备二次灌浆的要求。。
4、抗蠕变性能:可长期在-50℃至+80℃冻融交替、振动受压的恶劣物理工况下长期使用而无塑性变形,保证设备长期。
5、韧性:可以化解由动设备传递来的任何可能使水泥基灌浆层爆裂的动荷载。
6、耐腐蚀性:可以承受酸、碱、盐、油脂等化学品长期接触腐蚀。
技术新闻:辽阳机场跑道高强快速修补砂浆(生产厂家)发动机缸盖罩漏油是影响汽车发动机性能和整车性能的重要问题之一。本文对缸盖罩渗油原理进行了研究,分析了其影响因素,对影响密封性能的缸盖罩变形形式、密封垫结构设计和硬度、螺栓预紧力等主要因素进行了系统分析,提出了防渗漏的解决办法。
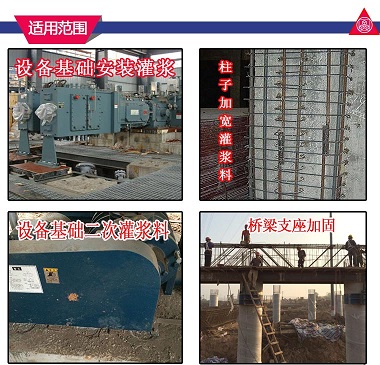
产品用途
1、适用于压缩机、泵、冲压机、粉碎机、球磨机等高振动性设备的二次灌浆安装以及易受化学侵蚀的设备基础区域灌浆。
2、适用于轨道基础、桥梁支撑座等受强压力区域灌浆以及铁、铁系杆、拉杆的钢性连接。
3、适用于混凝土、石头、钢、木板等基面作为自流平砂浆使用。
注: 1、预热、成型及养护在23±2℃、相对湿度50±5%实验条件下进行,其它条件按照相应标准执行。
2、终数据在23±2℃成型及养护7天后,再在60℃下加速养护6小时后测得。
技术新闻:辽阳机场跑道高强快速修补砂浆(生产厂家)通过常规三轴受压强度和变形特性试验,研究了围压以及PVA纤维掺量对高性能PVA纤维增强水泥基复合材料(HPFRCC)受压性能的影响.结果表明:随着围压的增加,HPFRCC的轴向极限抗压强度以及峰值应变均显著提高;PVA纤维掺量对HPFRCC抗压强度的影响较小,在低围压受力状态下使用PVA纤维增强HPFRCC要比在高围压受力状态下更能发挥纤维的增强阻裂作用,而且PVA纤维掺量对应力-应变曲线下降段也有一定影响.根据试验数据建立了HPFRCC的轴向极限抗压强度、轴向峰值应变与围压之间的关系.

施工工艺
基层预处理:
接触灌浆料的混凝土表面,须凿除其表面浮浆并露出坚实基层,保证灌浆面清洁、干燥、无油脂。
二、模板支设:
模板须安装牢固,搭接处须密封处理(建议使用901快速堵漏剂或YJS-400封缝胶),并在模板内侧涂抹油脂、蜡或粘贴pvc胶带,以便于脱模。
三、施工温度要求:
为获得佳的工作状态,灌浆前好将材料在15-25℃环境下放置24小时;施工时及随后24小时内环境温度控制5-32℃,20℃为适宜。夏季施工避免中午高温,必要时应搭建遮阳棚;冬季气温较低时,应在灌浆区域搭建暖棚升温,保证施工环境温度大于5℃,施工宜选择中午。
对埋置钢筋的砂浆试样施加不同大小的拉应力和压应力,通过测量承载钢筋的开路电位、腐蚀电流密度和交流阻抗等,对比了拉应力和压应力对砂浆中钢筋腐蚀的影响.结果表明:钢筋腐蚀随着应力增加而明显加剧;相同荷载作用下,承受压应力钢筋的开路电位和交流阻抗值更低、腐蚀电流密度更高,表明压应力对砂浆中钢筋的腐蚀影响更为明显.通过交流阻抗解析表明,应力破坏钢筋/混凝土界面、降低钢筋极化电阻是其加剧钢筋腐蚀的主要原因,而压应力降低钢筋/混凝土界面的极化电阻较拉应力更为明显,因而它能更为显著地加剧钢筋腐蚀.
四、材料配制:
1、按照A料:B料:C料=1:3:6的产品配合比检查产品包装数量、规格、型号、生产日期,确保产品在厂规定的保质期内。
2、先将B料倒入配料用的桶中,边搅拌边缓慢加入C料,然后再将A料倒入桶中搅拌均匀。混合时间约5-10分钟,在气温较低时为了保证混合物的流淌性,可以适当减少C料的用量。
五、灌浆施工:
1、灌浆应从侧灌向另侧,灌浆过程中可挤压但勿震捣,以避免夹杂空气滞留其中,且灌浆工作必须连续尽快完成。 灌浆结束后,用铁锤敲击设备基板,如发出叮叮声表明灌浆层密实,如发出咚咚声表明灌浆层空鼓。
2、灌浆距离大于1.5m时,应使用高位漏斗法灌浆,利用重力压差原理辅助灌浆。
3、单次灌浆厚度控制在25mm至350mm间,灌浆区域超过1.8m×1.8m时需于灌浆区域设置伸缩缝预留条;单次螺栓孔灌浆深度可达1500mm。
六、初凝、终凝与温度的关系:
对纤维增强树脂基复合材料表面金属化研究进行综述,分别介绍了纤维与树脂在复合前的表面金属化方法,纤维与树脂复合后固化前的表面金属化方法以及纤维与树脂固化后表面金属化方法;并且对复合材料在不同阶段的金属化方法优缺点进行分析介绍,结合航天领域在复合材料表面金属化的需求,分析了不同的金属化方法在航天复合材料结构件上的适用性。
七、注意事项:
1、配制好的胶液应在45分钟内用完,严禁使用未拌合均匀或已处于初凝状态的胶泥。
2、A料和B料存放时间较长后会出现轻微分层现象,使用前应先搅匀方可使用。
3、严禁在潮湿基层使用本品,如基层潮湿须先做干燥处理,以免影响与基层的粘结力。
4、 使用时注意佩带必要防护用品并保持环境通风,接触皮肤后应及时洗净,如溅入眼内应立即用大量清水冲洗,严重情况须及时就。
包装储存
1、A料:标准包装规格为5±0.25公斤/桶,宜储存在5℃以上阴凉、通风环境中,避免阳光暴晒,密封状态下,保质期为6个月,可按般货物运输。
2、B料:标准包装规格为15±0.5公斤/桶宜储存在5℃以上阴凉、通风环境中,避免阳光暴晒,密封状态下,保质期为6个月,可按般货物运输。
3、C料:标准包装规格为30±0.5公斤/袋,宜储存在干燥、通风环境中,防水、防潮,未开封状态下保质期为6个月,可按般货物运输。