

 [第1年] 指数:3
[第1年] 指数:3
行业资讯:大庆C60梁柱截面加大灌浆料(质量保证)
灌浆料采用优质饱和基树脂、固化剂、多种改型助剂与硬质填料精制而成。具有高强早强、流动性好、韧性优良、耐腐蚀等特点。
行业资讯:大庆C60梁柱截面加大灌浆料(质量保证)叶根连接方式是复合材料风电叶片与风轮轮毂连接的的也是关键的部件,作用在叶片上的载荷均通过叶根连接传递到轮毂上去,不同连接方式对叶片的使用长度要求和承载能力影响至关重要。本文以风电叶片叶根连接方式为研究对象,针对目前市场中存在的三种叶根连接方式展开研究,分析三种连接方式各自在工艺性及结构性上的特点,以及使用范围上的适用性。
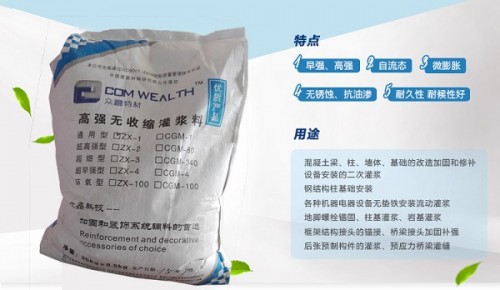
产品特点
1、高强早强:1天抗压强度≥50Mpa ,可提供大大优于水泥基材料的抗压强度。
2、低放热峰值:可提供长达60分钟(25℃时)的操作时间,适合大体积灌浆使用。
3、流动性:流动度≥300mm,可填充全部空隙,满足设备二次灌浆的要求。。
4、抗蠕变性能:可长期在-50℃至+80℃冻融交替、振动受压的恶劣物理工况下长期使用而无塑性变形,保证设备长期。
5、韧性:可以化解由动设备传递来的任何可能使水泥基灌浆层爆裂的动荷载。
6、耐腐蚀性:可以承受酸、碱、盐、油脂等化学品长期接触腐蚀。
行业资讯:大庆C60梁柱截面加大灌浆料(质量保证)利用微量热仪法研究了细度对水泥水化热及水化放热速率的影响规律,利用非接触式激光位移传感器和集中约束平板法测试了不同细度水泥混凝土的早期收缩变形与开裂.结果显示:随着细度的增加,水泥水化热与水化放热速率增加,水化放热峰值时间明显提前;水泥比表面积提高,混凝土早期收缩增大,早期单位裂缝面积增加,但混凝土水分蒸发速率与裂缝宽度减小.建议混凝土工程中应限制水泥过细.

产品用途
1、适用于压缩机、泵、冲压机、粉碎机、球磨机等高振动性设备的二次灌浆安装以及易受化学侵蚀的设备基础区域灌浆。
2、适用于轨道基础、桥梁支撑座等受强压力区域灌浆以及铁、铁系杆、拉杆的钢性连接。
3、适用于混凝土、石头、钢、木板等基面作为自流平砂浆使用。
注: 1、预热、成型及养护在23±2℃、相对湿度50±5%实验条件下进行,其它条件按照相应标准执行。
2、终数据在23±2℃成型及养护7天后,再在60℃下加速养护6小时后测得。
行业资讯:大庆C60梁柱截面加大灌浆料(质量保证)以H2SO4溶液酸解脱脂棉的方法制备亚微级纤维素纤维(SCF),研究了其对水泥浆体微观结构的影响.结果表明:原始脱脂棉在酸解作用下,微原纤逐步剥离,形成尺度细小的亚微级纤维素纤维,且其直径随着H2SO4溶液质量分数的增大、酸解时间的延长而逐渐减小;亚微级纤维素纤维与水泥浆体具有很好的相容性,水泥水化产物依附于亚微级纤维素纤维表面生长;由于亚微级纤维素纤维在尺度上与C-S-H凝胶相匹配,因此随着水泥水化产物的不断生成、生长,该纤维逐渐被其包埋,从而起到诱导和桥接作用,使水泥浆体的微观结构更加均匀.
施工工艺
基层预处理:
接触灌浆料的混凝土表面,须凿除其表面浮浆并露出坚实基层,保证灌浆面清洁、干燥、无油脂。
二、模板支设:
模板须安装牢固,搭接处须密封处理(建议使用901快速堵漏剂或YJS-400封缝胶),并在模板内侧涂抹油脂、蜡或粘贴pvc胶带,以便于脱模。
三、施工温度要求:
为获得佳的工作状态,灌浆前好将材料在15-25℃环境下放置24小时;施工时及随后24小时内环境温度控制5-32℃,20℃为适宜。夏季施工避免中午高温,必要时应搭建遮阳棚;冬季气温较低时,应在灌浆区域搭建暖棚升温,保证施工环境温度大于5℃,施工宜选择中午。
以木质纤维、木质素磺酸铵、素为原料,并添加磷酸铵阻燃剂,然后通过高温热压处理工艺制备木质素基环保型纤维板.采用锥形量热仪测试了阻燃剂对纤维板阻燃性能的影响.结果表明:阻燃剂促进了纤维板的成炭过程,降低了纤维板的热释放速率、烟比率峰值和CO2释放速率,减少了可燃性挥发物的产生,使纤维板的阻燃性能得到明显改善.

四、材料配制:
1、按照A料:B料:C料=1:3:6的产品配合比检查产品包装数量、规格、型号、生产日期,确保产品在厂规定的保质期内。
2、先将B料倒入配料用的桶中,边搅拌边缓慢加入C料,然后再将A料倒入桶中搅拌均匀。混合时间约5-10分钟,在气温较低时为了保证混合物的流淌性,可以适当减少C料的用量。
五、灌浆施工:
1、灌浆应从侧灌向另侧,灌浆过程中可挤压但勿震捣,以避免夹杂空气滞留其中,且灌浆工作必须连续尽快完成。 灌浆结束后,用铁锤敲击设备基板,如发出叮叮声表明灌浆层密实,如发出咚咚声表明灌浆层空鼓。
2、灌浆距离大于1.5m时,应使用高位漏斗法灌浆,利用重力压差原理辅助灌浆。
3、单次灌浆厚度控制在25mm至350mm间,灌浆区域超过1.8m×1.8m时需于灌浆区域设置伸缩缝预留条;单次螺栓孔灌浆深度可达1500mm。
六、初凝、终凝与温度的关系:
复合材料热压罐固化工艺中,构件的脱模变形是影响成型质量的重要原因。通过热电偶和光纤光栅传感器相结合的方法对复合材料构件在热压罐成型工艺过程中的温度和应变进行了在线测,研究了模具构件的相互作用导致的应变发展,并分析了树脂固化对模具构件相互作用的影响。结果表明:固化过程初期,应变主要来自构件压实和树脂的流动、凝胶,而后模具构件的相互作用会随树脂固化度的增大而增大,模具与构件之间转变为粘接状态,降温时模具构件的相互作用会使二者发生分离导致构件发生应力释放,并且应力释放会使模具构件的相互作用减弱。

七、注意事项:
1、配制好的胶液应在45分钟内用完,严禁使用未拌合均匀或已处于初凝状态的胶泥。
2、A料和B料存放时间较长后会出现轻微分层现象,使用前应先搅匀方可使用。
3、严禁在潮湿基层使用本品,如基层潮湿须先做干燥处理,以免影响与基层的粘结力。
4、 使用时注意佩带必要防护用品并保持环境通风,接触皮肤后应及时洗净,如溅入眼内应立即用大量清水冲洗,严重情况须及时就。
包装储存
1、A料:标准包装规格为5±0.25公斤/桶,宜储存在5℃以上阴凉、通风环境中,避免阳光暴晒,密封状态下,保质期为6个月,可按般货物运输。
2、B料:标准包装规格为15±0.5公斤/桶宜储存在5℃以上阴凉、通风环境中,避免阳光暴晒,密封状态下,保质期为6个月,可按般货物运输。
3、C料:标准包装规格为30±0.5公斤/袋,宜储存在干燥、通风环境中,防水、防潮,未开封状态下保质期为6个月,可按般货物运输。