[第1年] 指数:1
[第1年] 指数:1
德令哈地铁轨距块生产工厂
螺纹道钉牙型(一)机械螺纹,1、普通螺纹:牙形为三角形,用于连接或紧固零件。普通螺纹按螺距分为粗牙和细牙螺纹两种,细牙螺纹的连接强度较高。2、传动螺纹:牙形有梯形、矩形、锯形及三角形等。3、密封螺纹:用于密封连接,主要是管用螺纹、锥螺纹与锥管螺纹。(二)自攻螺纹牙型:目前自攻钉牙型有A、AB 、B、BT等牙型,查阅:U.S.A.紧固件标准(原版)第13页。墙板钉牙山角度为60度,(也可依客户要求生产,如45度±5)尖尾角度为25度±3。夹板钉、牙山角度为40度,钻尾螺丝:牙山角度为60 度±5 ,尾部针对不同规格的产品选用不同型号的夹尾针。
国内外扣件系统技术总结及我国客运专线扣件结构选型,总结分析了世界各国扣件系统运用情况以及我国铁路扣件系统的发展历程,对各主要类型扣件系统进行了系统的归纳和分析。提出了我国客运专线扣件系统的结构选型:(1)选用弹条扣压件是我国扣件系统发展主要思路。(2)对有砟轨道用扣件,应采用弹性不分开式结构,在线路状态良好的地段应采用混凝土轨枕不带挡肩的无螺栓扣件,在其它需要钢轨高低调整的地段采用混凝土轨枕带挡肩的有螺栓扣件。(3)对无砟轨道用扣件,应以带铁垫板的弹性分开式扣件为基本结构,轨下混凝土基础不设挡肩。还应考虑与既有无砟轨道结构相匹配,对于承轨槽带有混凝土挡肩的无砟轨道结构,应选择有挡肩扣件系统,可选用带铁垫板的弹性不分开式扣件结构。

系统组成,扣件系统的联接组装,扣件系统由弹条、螺旋道钉、平垫圈、轨距挡板、轨下垫板和定位于预应力混凝土有挡肩枕的预埋套管组成。钢轨高低调整时采用调高垫板。结构特征,本扣件为有螺栓扣件系统,属轨枕带混凝土挡肩的弹性不分开式扣件。扣件具有以下结构特征:a)采用螺旋道钉与套管配合紧固弹条,提高了扣件系统的绝缘性能。b)可安装多种弹条,既可安装大扣压力弹条也可安装小扣压力弹条。配合不同摩擦系数的轨下垫板(橡胶垫板或复合垫板),满足不同线路阻力的要求。c)利用工程塑料制造的轨距挡板调整轨距并起绝缘作用,减少扣件部件数量,避免调整轨距时影响螺旋道钉的受力状态;d)通过在轨下垫板与混凝土轨枕承轨面间垫入调高垫板实现钢轨高低调整。扣件系统对轨枕接口的技术要求主要是承轨槽的型式尺寸和轨枕中预埋套管的埋设位置和精度。既有IIIa型有挡肩预应力混凝土枕仅需在原钉孔位置按规定埋设预埋套管,弹条V型扣件系统便可与其相配套。

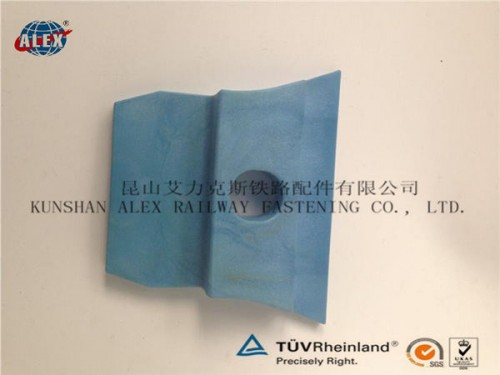
normal style="VERTICAL-ALIGN: baseline; TEXT-ALIGN: left; MARGIN: 0cm 0cm 0pt; LINE-HEIGHT: 150%; TEXT-INDENT: -27.35pt; mso-pagination: widow-orphan" align=left>轨距块是轨道扣件中连接件的一部分,是要承担调整轨距和绝缘钢轨与地面的电流连接作用。轨距块主要是由注塑机射出成型生产制成,材料主要是尼龙PA+玻璃纤维GF组成,也称改性增尼龙。轨距块的颜色取决于客户要求,在原料颗粒中加入一定的色粉便可生产出所需要的颜色。
normal style="MARGIN: 0cm 0cm 0pt; TEXT-INDENT: 21pt; mso-char-indent-count: 2.0">昆山艾力克斯的轨距块生产非常注重质量控制和管理。我们的轨距块生产完全按照料ISO9001-2008质量体系来控制,我们还获得中国的铁路产品生产许可证。我们拥有专业的检测设备,以确保我们所有的轨距块产品品质,达到客户的要求。
normal style="MARGIN: 0cm 0cm 0pt">昆山艾力克斯铁路配件有限公司是一家通过ISO 9001/2008认证的公司。所有的流程都按照ISO质量管理体系的要求,从供应商的质量控制到成品,我们都是按照标准程序操作,对供应商我们有严格的质量控制系统:
normal style="MARGIN: 0cm 0cm 0pt">1、对原材料的检查和测试,我们要求供应商提供生产批号,化学成分,力学性能等检测指标。
normal style="MARGIN: 0cm 0cm 0pt">2、我们的质量控制检验员在检测过程中采取样品抽样以及批量检测并且提供原材料材质证明书等手段进行控制。
normal style="MARGIN: 0cm 0cm 0pt">3、根据产品的不同要求,我们做出相应的物理和化学测试和检验。如果结果不符合我们的要求,我们将拒绝接收,只有材料满足我们的标准才能接收。
normal style="MARGIN: 0cm 0cm 0pt">4、对于生产的半成品及其外协厂商,我们经常组织质量控制协调会议,并提供技术技持和指导。在发货前保证合格的产品交付给我们的客户。
normal style="VERTICAL-ALIGN: baseline; TEXT-ALIGN: left; MARGIN: 0cm 0cm 0pt; LINE-HEIGHT: 150%; TEXT-INDENT: -27.35pt; mso-pagination: widow-orphan" align=left>
normal style="MARGIN: 0cm 0cm 0pt; TEXT-INDENT: 21pt; mso-char-indent-count: 2.0">

鱼尾螺栓检测,螺栓检测分为人工和机器两中。人工是最原始也是使用最为普遍的一致检测方式。为了尽量减少不良品的流出,一般生产企业人员通过目视的方式对待包装或者发货的产品进行检验,以排除不良品(不良包括牙伤、混料、生锈等)。 另一种方式为机器全自动检测,主要是磁粉探伤。 磁粉探伤是利用螺栓缺陷处的漏磁场与磁粉的相互作用,针对螺栓可能存在的缺陷(如裂纹,夹渣,混料等)磁导率和钢铁磁导率的差异,磁化后这些材料不连续处的磁场将发生崎变,形成部分磁通泄漏处工件表面产生了漏磁场,从而吸引磁粉形成缺陷处的磁粉堆积——磁痕,在适当的光照条件下,显现出缺陷位置和形状,对这些磁粉的堆积加以观察和解释,已达到剔除不良品的目的。

2. 各连接杆、外锁装置无旧伤裂纹,杆件无磨卡及锈蚀,销孔磨耗不大于1mm,绝缘良好。
德令哈地铁轨距块生产工厂