





 [第1年] 指数:1
[第1年] 指数:1
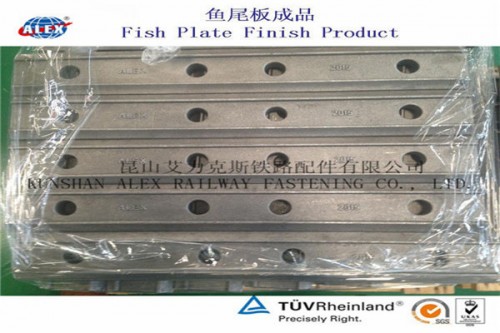
文昌鱼尾板制造工厂
弹条Ⅰ型扣件,1—螺纹道钉;2—螺母;3—平垫圈;4—弹条;5—轨距挡板;6—挡板座;7—橡胶垫板。弹条Ⅱ型扣件,1—螺纹道钉;2—螺母;3—平垫圈;4—弹条;5—轨距挡板;6—挡板座;7—橡胶垫板。弹条Ⅲ型扣件,1—弹条;2—预埋铁座;3—绝缘轨距块;4—橡胶垫板。调高扣件 一类专门用于轨距和水平调整量较大的特殊混凝土枕扣件。常见的主要型式有弹条Ⅰ型调高扣件、弹片Ⅰ型调高扣件及IF-Y型弹条扣件等。弹条Ⅰ性调高扣件见图8,由Ⅰ型弹条、轨距挡板、挡板座、橡胶垫板、调高垫板及螺旋道钉等组成。其结构与普通弹条Ⅰ型扣件一样,不同之处,它的调高量为20mm,而普通弹条Ⅰ型为8 ~10 mm。为达此调高量,从结构上对轨距挡板及挡板座进行了改进,以保持良好的扣压钢轨的能力。弹条Ⅰ型调高扣件只适用于60 kg/m钢轨,弹条用A型。弹片Ⅰ型调高扣件,与弹条Ⅰ型调高扣件类似,弹片分中间弹片、接头弹片及补强弹片。它适用于50、43kg/m钢轨混凝土枕线路,不便进行捣固作业,需用轨下调高垫片对钢轨水平进行较大调整的地段。最大调高量25 mm。TF-Y型弹条扣件,适用于50kg/m钢轨整体道床曲线地段,允许调高量最大为20mm,用调高垫板来调整水平。 弹条Ⅰ型调高扣件
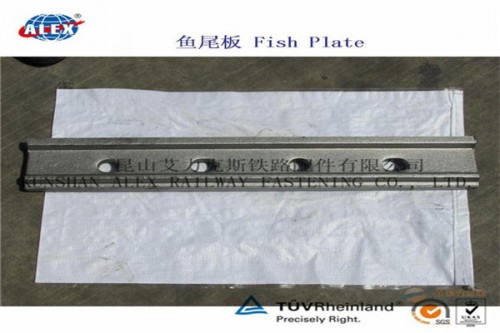
normal style="MARGIN: 0cm 0cm 0pt; TEXT-INDENT: 21pt; mso-char-indent-count: 2.0">昆山艾力克斯的鱼尾板生产非常注重质量控制和管理。我们的鱼尾板有铸铁、铸钢、锻压、轧制、绝缘复合以及精加工定制等工艺生产。鱼尾板生产完全按照ISO9001-2008质量体系来控制,我们还获得铁路产品生产许可证。我们拥有专业的检测设备,以确保我们所有的鱼尾板产品品质,达到客户的要求。
normal style="MARGIN: 0cm 0cm 0pt; TEXT-INDENT: 21pt; mso-char-indent-count: 2.0">昆山艾力克斯铁路配件有限公司是一家通过ISO 9001/2008认证的公司。所有的流程都按照ISO质量管理体系的要求,从供应商的质量控制到成品,我们都是按照标准程序操作,对供应商我们有严格的质量控制系统:
normal style="MARGIN: 0cm 0cm 0pt">1、对原材料的检查和测试,我们要求供应商提供生产批号,化学成分,力学性能等检测指标。
normal style="MARGIN: 0cm 0cm 0pt">2、我们的质量控制检验员在检测过程中采取样品抽样以及批量检测并且提供原材料材质证明书等手段进行控制。
normal style="MARGIN: 0cm 0cm 0pt">3、根据产品的不同要求,我们做出相应的物理和化学测试和检验。如果结果不符合我们的要求,我们将拒绝接收,只有材料满足我们的标准才能接收。
normal style="MARGIN: 0cm 0cm 0pt">4、对于生产的半成品及其外协厂商,我们经常组织质量控制协调会议,并提供技术技持和指导。在发货前保证合格的产品交付给我们的客户。
5. 检查油管槽路防护措施完好无破损,未被石碴等其它杂物埋没。
螺纹道钉的主要几何参数(一)大径/牙外径(D、d):为外螺纹牙顶或内螺纹牙底重合的假想圆柱直径。螺纹大径基本代表螺纹尺寸的公称直径。(二)中径(D2、d2):D2=d2=D(d)-2x3H/8 ,式中H为原始三角形高:H=(√3 /2)P=0.866025P(60O牙山角);H=0.960491P(55O牙山角)(三)小径/牙底径(D1、d1):为外螺纹牙顶或内螺纹牙顶相重合的假想圆柱的直径。(四)螺距(P):为相邻牙在中径线上对应两点的轴向距离或相邻牙山或两相邻牙谷间的距离。在英制中以每一英寸(25.4 mm)内的牙数来表明牙距(五)牙型半角(α/2):牙侧与螺纹轴线的垂线间的夹角,普通螺纹牙型半角为60O/2,韦氏牙(BSW)螺纹牙型半角为55O/2。一般木螺丝牙山角度为60 O,尾尖角度60O。(六)螺纹旋合长度:为两相配合螺纹,沿螺纹轴方向相互旋合部分的长度。

桥梁地段CRTSⅠ型板式无砟轨道,⑴底座板在桥梁上设置,通过梁体预埋套筒植筋或预埋钢筋方式与桥梁连接。轨道中心线2.6m范围内,梁面应进行拉毛处理。⑵底座板对应每块轨道板,在凸形挡台中心位置设置横向伸缩缝。⑶底座范围内,梁面不设防水层和保护层。⑷桥上扣件纵向阻力及梁端扣件结构形式根据计算确定。有仰拱隧道内,底座在仰拱回填层上方构筑。沿线路纵向,底座每隔一定长度,对应凸形挡台中心位置,设置横向伸缩缝。底座在隧道沉降缝位置,设置伸缩缝。底座宽度范围内,仰拱回填层表面进行拉毛处理。 (2)无仰拱隧道内,底座与隧道底板合并设置并连续铺设。当位于曲线地段时,超高一般在底座面上设置。(3)距隧道洞口100m范围内,仰拱回填层设置钢筋与底座连接。
弹簧制造工艺,冷成形,(1)冷成形工艺一次性自动化才能。冷成形机已开展到12爪。在(0.3~14)mm范围内的钢丝,在8爪成形机能一次成形。成形工艺设备的开展方向:①进步成形速度,主要开展趋向是进步设备的成形速度,即消费效率;②经过进步设备零件的精细性和强化热处置效果来进步设备耐久性;③增加长度传感器和激光测距仪,给CNC成形机停止自动闭环控制制造过程。(2)冷成形工艺范围才能。大线径弹簧卷簧机,最大规格可达 20mm, =2000MPa,旋绕比5。变径或等径料Minic-Block弹簧和偏心弹簧的冷成形工艺还是有局限性。热成形,(1)热成形工艺速度才能。我国在 (9~25)mm规格上的成形仅有CNC2轴热卷簧机,最大速度每分钟17件。与兴旺国度相比之下差距较大。(2)大弹簧热成形工艺控制才能。由于仅有CNC2轴热卷簧机,因而外形控制少三个方向作用,精度差;而且都无自动棒料旋转控制和调整机构,所以热卷弹簧成形工艺程度和才能较低。因此弹簧的精度程度和外表氧化脱碳程度也较低。
文昌鱼尾板制造工厂










![[特大新闻]美孚美特427切消液](http://www.maoyigu.com/file/upload/201312/01/07-51-28-10-4697712.jpg.thumb.jpg)





