





 [第1年] 指数:1
[第1年] 指数:1
BS100A钢轨夹板意大利制造工厂
弹条Ⅲ型扣件是无螺栓无挡肩扣件。无螺栓无挡肩扣件是世界各国轨枕扣件发展的趋势,特别适用于重载大运量、高密度的运输条件。弹条Ⅲ型扣件,采用e形弹条,直径<20mm,弹程13mm,初始扣压力11 kN。轨枕预埋铁座、弹条安装在铁座上,不需用螺栓联结,可使用轨距垫调整轨距。弹条Ⅲ型扣件适用于标准轨距铁路直线或半径R>350m的曲线上,铺设60kg/m钢轨和Ⅲ型无挡肩混凝土枕的无缝线路轨道。该扣件已大量铺设在我国重载、提速线路上。

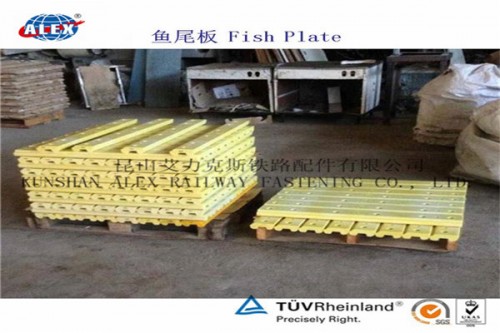
normal style="MARGIN: 0cm 0cm 0pt; TEXT-INDENT: 21pt; mso-char-indent-count: 2.0">昆山艾力克斯的鱼尾板生产非常注重质量控制和管理。我们的鱼尾板有铸铁、铸钢、锻压、轧制、绝缘复合以及精加工定制等工艺生产。鱼尾板生产完全按照ISO9001-2008质量体系来控制,我们还获得铁路产品生产许可证。我们拥有专业的检测设备,以确保我们所有的鱼尾板产品品质,达到客户的要求。
normal style="MARGIN: 0cm 0cm 0pt; TEXT-INDENT: 21pt; mso-char-indent-count: 2.0">昆山艾力克斯铁路配件有限公司是一家通过ISO 9001/2008认证的公司。所有的流程都按照ISO质量管理体系的要求,从供应商的质量控制到成品,我们都是按照标准程序操作,对供应商我们有严格的质量控制系统:
normal style="MARGIN: 0cm 0cm 0pt">1、对原材料的检查和测试,我们要求供应商提供生产批号,化学成分,力学性能等检测指标。
normal style="MARGIN: 0cm 0cm 0pt">2、我们的质量控制检验员在检测过程中采取样品抽样以及批量检测并且提供原材料材质证明书等手段进行控制。
normal style="MARGIN: 0cm 0cm 0pt">3、根据产品的不同要求,我们做出相应的物理和化学测试和检验。如果结果不符合我们的要求,我们将拒绝接收,只有材料满足我们的标准才能接收。
normal style="MARGIN: 0cm 0cm 0pt">4、对于生产的半成品及其外协厂商,我们经常组织质量控制协调会议,并提供技术技持和指导。在发货前保证合格的产品交付给我们的客户。
轨道板的剪切连接,1.剪切连接的设置范围,轨道板的剪切连接位置为每片箱梁的梁缝(包括简支梁与简支梁缝)区域、梁与台背、端刺与路基过渡段、桩板结构与路基过渡段及道岔前后处,主要结构作用是将轨道板与底座板连接成为一个整体,以适应端部结构变形,结构形式视工程部位的不同而有所区别。其中,每块轨道板在梁缝(包括桥台处梁缝)两端各设4根(设于承轨台中间部位)剪力销端刺与路基过渡段、桩板与路基过渡段及道岔前后处的轨道板剪切连接见后述“路基部分 ”。剪切筋安装孔的钻设钻孔前应在设计植筋位置使用钢筋探测雷达探明轨道板及底座板内的钢筋布置情况,以此微调并确定钻孔位置。钻孔使用植筋专川钻孔机(一般由锚固胶供应商提供),钻孔完成后,使用高压风枪吹除孔内霄粉,植筋施工应随即进行,否则应用砂丝团或软布团封堵孔口。3剪切连接筋的绝缘处理为确保剪切筋与板(轨道板及底座扳)内钢筋处于隔离绝缘状态,剪剀切筋表而应事先均匀涂抹一层植筋胶(即锚固用胶),并确保表曲无遗漏之处。面胶凝固后冉进行植入施工。4剪切连接筋的安装孔内注入(适量,试验确定)植筋胶并植入剪力销钉(筋)。剪切筋植入时应轻轻插入,并避免与板内钢筋接触。
CRTSI型板式无砟轨道1.轨道板组成:轨道板是由钢轨、弹性扣件、轨道板、水泥乳化沥青砂浆充填层、底座、凸形挡台及其周同填充树脂等组成。2.轨道班的结构及形式尺寸。(1)轨道板结构类型可分为预应力混凝土平板、预应力钢筋混凝土框架板和钢筋混凝土板。轨道板类型应根据环境条件和下部基础合理选用。(2)标准轨道板长度为4962mm,轨道板宽度为2400mm,厚度不宜小于190mm。轨道板两端设半园形缺口,半径为300mm。扣件节点间距不宜大于650mm,特殊情况下超过650mm时,应进行设计检算,且不宜连续设置。(3)水泥乳化沥青砂浆充填层厚度为50mm;对于减振型板式轨道,厚度为40mm。水泥乳化沥青砂浆应采用袋装灌注法施工。(4)底座结构成满足列车荷载、温度荷载及混凝土收缩等的共同作用下强度和裂缝宽度检算,同时府满足下部基础变形的影响,结构强度检算。底座采用钢筋混凝土结构,混凝土强度等级为C40。底座的外形尺寸根据设计荷载计算确定,曲线地段底座内侧厚度不应小于1OOmm。(s)凸形挡台按固定于混凝土底座上的悬臂构件设计,形状分圆形和半圆形,混凝土强度等级为C40。凸形挡台和轨道板之间填充树脂材料,设计厚度为40mm。填允树脂应采用袋装灌注法施工,其性能应符合相关规定。(6)曲线超高在底座上设置。超高设置以内轨顶面为基准,采用外轨抬高方式,并在缓和曲线范围内线性过渡。(7)轨道板外侧的底座顶面设置横向排水坡。
弹簧制造工艺,冷成形,(1)冷成形工艺一次性自动化才能。冷成形机已开展到12爪。在(0.3~14)mm范围内的钢丝,在8爪成形机能一次成形。成形工艺设备的开展方向:①进步成形速度,主要开展趋向是进步设备的成形速度,即消费效率;②经过进步设备零件的精细性和强化热处置效果来进步设备耐久性;③增加长度传感器和激光测距仪,给CNC成形机停止自动闭环控制制造过程。(2)冷成形工艺范围才能。大线径弹簧卷簧机,最大规格可达 20mm, =2000MPa,旋绕比5。变径或等径料Minic-Block弹簧和偏心弹簧的冷成形工艺还是有局限性。热成形,(1)热成形工艺速度才能。我国在 (9~25)mm规格上的成形仅有CNC2轴热卷簧机,最大速度每分钟17件。与兴旺国度相比之下差距较大。(2)大弹簧热成形工艺控制才能。由于仅有CNC2轴热卷簧机,因而外形控制少三个方向作用,精度差;而且都无自动棒料旋转控制和调整机构,所以热卷弹簧成形工艺程度和才能较低。因此弹簧的精度程度和外表氧化脱碳程度也较低。
随着我国城市轨道交通事业的蓬勃发展, 轨道交通减震降噪问题日益突出, 引起了社会的广泛关注。相对于弹性套靴 、橡胶浮置板和道碴垫等众多减震方式 ,减震扣件具有性价比高、施工维护方便和减震效果好等突出优点, 在城市地铁和轻轨交通减震降噪领域得到了广泛应用 。总体来说,国内对减震扣件的研究还处于起步阶段, 产品设计以仿制、改进国外产品为主,没有达到工程分析指导实践的设计水平 ,在减震扣件效果评价方面也缺乏系统研究 , 没有形成完整和统一的标准系列 ,测试方法比较混乱 ,部分测试指标的设定缺乏依据,给新型减震扣件的研发和应用带来较大困难 。笔者根据实际工作经验总结了一套比较合理的试验和数据处理方法 ,以期为地铁减震扣件的研发提供帮助。
BS100A钢轨夹板意大利制造工厂








