[第1年] 指数:1
[第1年] 指数:1
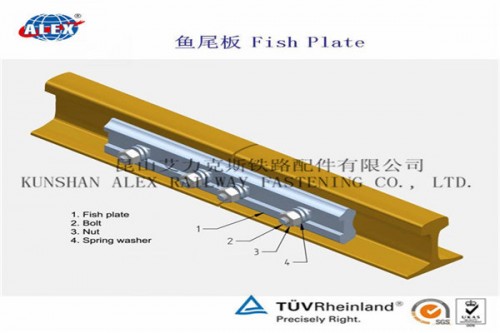
美标钢轨连接板遵义厂家
上鱼尾螺栓与鱼尾板时应注意哪些事项?1. 鱼尾板与钢轨接触部分及螺栓要涂油。2. 穿鱼尾螺栓时,螺帽须内外相互错开。3. 上螺栓的程序,如用四孔鱼尾板,先上紧中间两个,再上两边的,两边上紧后,再把中间两个紧一次。4. 在拧鱼尾螺栓时,以一人使用55厘米螺丝扳子为准,不能用太长的螺丝扳子或二人扳拧。5. 鱼尾螺栓穿不上时,应用锤敲打鱼尾板两头,把眼对准,不准用锤硬把鱼尾螺栓打入。
normal style="MARGIN: 0cm 0cm 0pt; TEXT-INDENT: 21pt; mso-char-indent-count: 2.0">昆山艾力克斯的鱼尾板生产非常注重质量控制和管理。我们的鱼尾板有铸铁、铸钢、锻压、轧制、绝缘复合以及精加工定制等工艺生产。鱼尾板生产完全按照ISO9001-2008质量体系来控制,我们还获得铁路产品生产许可证。我们拥有专业的检测设备,以确保我们所有的鱼尾板产品品质,达到客户的要求。
normal style="MARGIN: 0cm 0cm 0pt; TEXT-INDENT: 21pt; mso-char-indent-count: 2.0">昆山艾力克斯铁路配件有限公司是一家通过ISO 9001/2008认证的公司。所有的流程都按照ISO质量管理体系的要求,从供应商的质量控制到成品,我们都是按照标准程序操作,对供应商我们有严格的质量控制系统:
normal style="MARGIN: 0cm 0cm 0pt">1、对原材料的检查和测试,我们要求供应商提供生产批号,化学成分,力学性能等检测指标。
normal style="MARGIN: 0cm 0cm 0pt">2、我们的质量控制检验员在检测过程中采取样品抽样以及批量检测并且提供原材料材质证明书等手段进行控制。
normal style="MARGIN: 0cm 0cm 0pt">3、根据产品的不同要求,我们做出相应的物理和化学测试和检验。如果结果不符合我们的要求,我们将拒绝接收,只有材料满足我们的标准才能接收。
normal style="MARGIN: 0cm 0cm 0pt">4、对于生产的半成品及其外协厂商,我们经常组织质量控制协调会议,并提供技术技持和指导。在发货前保证合格的产品交付给我们的客户。
弹条I、II型扣件在我国铁路普遍采用,弹条I型调高扣件在需要钢轨高低位置调整量大的地段大量采用,石龙桥小阻力扣件从上世纪90年代开始在广深线石龙大桥应用,并已相继在南京长江大桥、济南黄河大桥等很多特大桥上普遍采用。这几种扣件系统均经多年的运营实践考验。大部分线路扣件使用效果良好。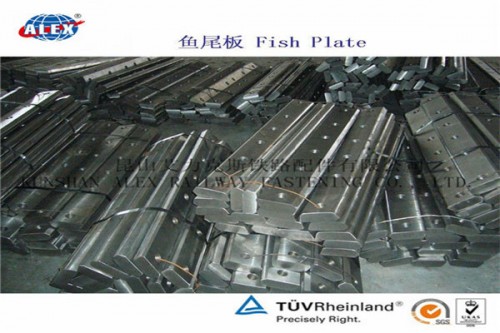
减震扣件使用过程中需长期承受载荷的反复作用 ,如何通过实验室检测判定减震扣件的动态疲劳性能和使用寿命极为重要。对于金属-橡胶复合型减震扣件 ,橡胶元件相对更脆弱 ,橡胶元件的疲劳寿命往往决定整个扣件的使用寿命。但单纯通过对橡胶材料或元件进行疲劳测试无法预测扣件的疲劳性能 。一方面 ,橡胶是一种高分子材料,疲劳机理非常复杂,目前尚没有一种成熟的理论来指导橡胶材料疲劳寿命的预测 ;另一方面 ,在实验室中 ,通过完成橡胶材料的疲劳破坏来预测寿命 ,需进行极多次的疲劳试验, 是极不经济的。在工程实践中, 疲劳试验测试内容为扣件系统在规定加载次数内的性能变化和部件磨损情况, 并不需要达到橡胶元件的完全疲劳破坏。若规定加载次数内扣件性能变化在规定值内, 并且扣件部件无严重磨损或损坏 ,即可认为通过测试。

wJ8型扣件组成及主要技术要求:(1)扣件组成:wj一8型扣件由螺旋道钉、平垫圈、弹条、绝缘轨距块、轨距挡板、轨下垫板、铁垫板、铁垫板下弹性垫板和预埋套管等组成。为满足高低调整需要,还包括轨下微调垫板和铁垫板下调高垫板。 ②弹条分两种,即W1型弹条(直径为14ram)X2型弹条(直径为13ram),其中桥上采用小阻力扣件时使用x2型弹条。③轨距挡板分为两种,即一般地段用轨距挡板和夹板处用接头轨距挡板。④铁垫板下弹性垫板分为A、B两类(厚度均为12mm)。A类弹性垫板用于兼顾货运的高速铁路,B类弹性垫板用于仅运行客车的高速铁路。⑤螺旋道钉分为s2型和s3型两种,在扣件正常状态安装或钢轨调高量不大于15mm时用s2型螺旋道钉,调高量大于15mm时用s3型螺旋道钉。(2)主要技术要求:①预埋套管中应保证有一定的防护油脂,油脂性能应符合相关规定。②夹板处应采用接头轨距挡板和绝缘轨距块。③弹条安装标准:弹条中部前端下颚与绝缘轨距块不宣接触,两者间隙不得大于0.5mm或使用扭矩扳手检测螺旋道钉扭矩时,Wl型弹条为130~170Nin,X2型弹条为90~120Nm。④弹条养护标准:弹条中部前端下颚与绝缘轨距块不宜接触,两者间隙不得大于1mm;或使用扭矩扳手检测螺旋道钉扭矩时,W1型弹条为130~170N?m,X2型弹条为90~120 Nm。⑤轨距挡板应与承轨槽挡肩密贴,间隙不得大于1mm;钢轨与绝缘轨距块、绝缘轨距块与铁垫板挡肩间缝隙之和不得大于lmm。⑥钢轨左右位置调整量:±5mm。⑦高低调整量:4~+26mm。

弹簧制造工艺,冷成形,(1)冷成形工艺一次性自动化才能。冷成形机已开展到12爪。在(0.3~14)mm范围内的钢丝,在8爪成形机能一次成形。成形工艺设备的开展方向:①进步成形速度,主要开展趋向是进步设备的成形速度,即消费效率;②经过进步设备零件的精细性和强化热处置效果来进步设备耐久性;③增加长度传感器和激光测距仪,给CNC成形机停止自动闭环控制制造过程。(2)冷成形工艺范围才能。大线径弹簧卷簧机,最大规格可达 20mm, =2000MPa,旋绕比5。变径或等径料Minic-Block弹簧和偏心弹簧的冷成形工艺还是有局限性。热成形,(1)热成形工艺速度才能。我国在 (9~25)mm规格上的成形仅有CNC2轴热卷簧机,最大速度每分钟17件。与兴旺国度相比之下差距较大。(2)大弹簧热成形工艺控制才能。由于仅有CNC2轴热卷簧机,因而外形控制少三个方向作用,精度差;而且都无自动棒料旋转控制和调整机构,所以热卷弹簧成形工艺程度和才能较低。因此弹簧的精度程度和外表氧化脱碳程度也较低。
美标钢轨连接板遵义厂家