[第1年] 指数:1
[第1年] 指数:1
安宁锻压钢轨压板公司
轨道的平顺度由几何尺寸决定,也就是线路轨距、水平及三角坑、高低、方向。下面分别对轨道几何尺寸进行介绍。1、轨距为两钢轨头部内侧间与轨道中线相垂直的距离。我国准轨直线地段标准轨距1435mm,使用轨距尺在钢轨头部内侧顶面下16mm处进行测量。2、水平及三角坑1)水平,在直线轨道上,左右两股钢轨顶面应位于同一水平面上,以保证列车平稳运行和两股钢轨磨耗均匀。在曲线轨道上,为了减小离心力带来的影响,应在曲线外股设置超高。水平通过轨距尺进行测量,一般习惯是直线地段以左股为基准,曲线地段以曲线外股为基准,道岔以直股侧为基准股,基准股高为正,反之为负。2)所谓三角坑,即在18m范围内,两股钢轨存在三个及以上的坑洼或突起。若以左股为基准股,在右股上出一负一正或一正一负的交替水平差时就叫三角坑。在正或负的三个数值中符号相反,数值最大的两数绝对值之和即为三角坑的值。例如测量出水平差为+3,+2,-4,则三角坑值为7mm。3、高低,线路或道岔应保持轨面平顺,存在高低误差会引起列车的垂直颠簸。前后高低是指一股钢轨踏面在垂直面上的不平顺程度。

空气弹簧,空气弹簧是在柔性密闭容器中加入压力空气,利用空气的可压缩性实现弹性作用的一种非金属弹簧,可大致分为囊式和膜式两种,空气弹簧具有优良的弹性特性,用在高档车辆的悬架装置中可以大大改善车辆的平顺性,从而大大提高了车辆运行的舒适性,所以空气弹簧在汽车、铁路机车上得到了广泛的应用。此外,由于空气弹簧和普通钢制弹簧比较有许多优点,所以现在也应用于一些机械设备、精密仪器。
采用本体取样,直接用线切割机分别将铸态及热处理后铸件剖开, 从中部切取并制备成10mm×15mm金相试样若干。用金相显微镜观察金相组织。为铸态显微组织。可以看出,铁垫板铸件铸态组织为铁素体+ 珠光体+ 魏氏体。其中魏氏体组织呈连续网状,并有少量针状魏氏体伸入晶粒内部。研究结果表明 ,铸造碳钢中含碳量超过0.3% ,晶粒粗大时,就会产生魏氏组织。影响魏氏组织形成的主要因素主要包括:奥氏体晶粒尺寸、冷却速度及化学成分。这种魏氏组织脆性大 ,因此,要提高垫板铸件的耐冲击性能,必须采取正火或退火热处理工艺消除。该厂原来采用退火热处理, 为经过退火处理后的垫板铸件的显微组织,存在大量的板条状魏氏体。由此可以判断出,退火处理并未消除大量的板条状魏氏体。因而大量的板条状魏氏体存在导致了垫板铸件经过退火处理后受冲击时均发生断裂。经过认真检查退火设备,发现退火炉门密封性能差,退火炉温控仪表已损坏,温度控制全凭经验判断,造成炉温达不到工艺要求;不严格执行操作规范,铸件保温温度达不到工艺要求。3、铁垫板生产工艺改进,根据上述分析结果,提出改进措施:重新维修退火设备,提高退火炉门密封性能,确保炉内温度满足工艺要求。经过整改,仍执行原来的退火工艺,对不合格铸件进行重新热处理,经过金相检验,发现经过退火处理后的铁垫板铸件已不存在大量的板条状魏氏体。冲击检验结果表明,不再发生受冲击时均易发生断裂的质量问题。由于该件结构简单,为简化工艺,缩短生产周期,提高生产效率,降低成本,根据铸件的形状及结构特点,采用正火工艺,规范如下:加热温度850℃;保温时间1h ,出炉空冷至室温。该厂采用该正火工艺后,铁垫板铸件在相同冲击下不发生断裂。生产周期缩短,生产效率提高,成本降低。

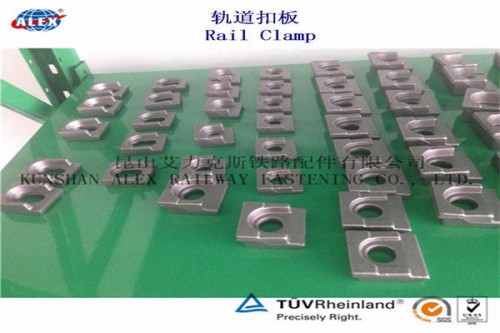
normal style="MARGIN: 0cm 0cm 0pt; TEXT-INDENT: 21pt; mso-char-indent-count: 2.0">昆山艾力克斯铁路配件有限公司生产国内外标准各种轨道扣板压板,主要是模锻生产工艺和铸造生产工艺两种。根据客户不同的要求定制生产。
normal style="MARGIN: 0cm 0cm 0pt; TEXT-INDENT: 21pt; mso-char-indent-count: 2.0">昆山艾力克斯的扣板扣件生产非常注重质量控制和管理。我们的扣板扣件生产完全按照料ISO9001-2008质量体系来控制,我们还获得中国的铁路产品生产许可证。我们拥有专业的检测设备,以确保我们所有的扣板扣件产品品质,达到客户的要求。
normal style="MARGIN: 0cm 0cm 0pt; TEXT-INDENT: 21pt; mso-char-indent-count: 2.0">昆山艾力克斯铁路配件有限公司是一家通过ISO9001/2008认证的公司。所有的流程都按照ISO质量管理体系的要求,从供应商的质量控制到成品,我们都是按照标准程序操作,对供应商我们有严格的质量控制系统:
normal style="MARGIN: 0cm 0cm 0pt">1、对原材料的检查和测试,我们要求供应商提供生产批号,化学成分,力学性能等检测指标。
normal style="MARGIN: 0cm 0cm 0pt">2、我们的质量控制检验员在检测过程中采取样品抽样以及批量检测并且提供原材料材质证明书等手段进行控制。
normal style="MARGIN: 0cm 0cm 0pt">3、根据产品的不同要求,我们做出相应的物理和化学测试和检验。如果结果不符合我们的要求,我们将拒绝接收,只有材料满足我们的标准才能接收。
normal style="MARGIN: 0cm 0cm 0pt">4、对于生产的半成品及其外协厂商,我们经常组织质量控制协调会议,并提供技术技持和指导。在发货前保证合格的产品交付给我们的客户。

弹簧制造工艺,冷成形,(1)冷成形工艺一次性自动化才能。冷成形机已开展到12爪。在(0.3~14)mm范围内的钢丝,在8爪成形机能一次成形。成形工艺设备的开展方向:①进步成形速度,主要开展趋向是进步设备的成形速度,即消费效率;②经过进步设备零件的精细性和强化热处置效果来进步设备耐久性;③增加长度传感器和激光测距仪,给CNC成形机停止自动闭环控制制造过程。(2)冷成形工艺范围才能。大线径弹簧卷簧机,最大规格可达 20mm, =2000MPa,旋绕比5。变径或等径料Minic-Block弹簧和偏心弹簧的冷成形工艺还是有局限性。热成形,(1)热成形工艺速度才能。我国在 (9~25)mm规格上的成形仅有CNC2轴热卷簧机,最大速度每分钟17件。与兴旺国度相比之下差距较大。(2)大弹簧热成形工艺控制才能。由于仅有CNC2轴热卷簧机,因而外形控制少三个方向作用,精度差;而且都无自动棒料旋转控制和调整机构,所以热卷弹簧成形工艺程度和才能较低。因此弹簧的精度程度和外表氧化脱碳程度也较低。

钢筋混凝土结构在变截面尺寸或结构尺寸特别大的时候必然出现分段、分次浇筑混凝土的现象。此时为保证结构的受力性能,必然要有预埋以连接两次浇筑的构件,例如桩基施工时要预埋锚入承台的钢筋,承台施工时候要预埋墩柱钢筋,墩柱施工时要预埋梁石钢筋等。钢筋混凝土结构均有一定的使用功能,或作为一受力结构、或作为一载体结构。结构承受相对集中荷载的时候,要预埋钢板来分布荷载,减小应力,例如预应力梁体端部埋设的张拉钢板。而墩柱墩柱上的预埋的沉降观测标、接地端子、电缆上桥槽道、吊篮支撑件、检查梯埋设件,都是属于把墩柱视为载体来实现其某种功能的预埋件。这样的预埋件对墩柱本身受力特性的改变可不计,只是对预埋件本身进行受力验算。钢筋混凝土结构中,钢材和混凝土温度变化引起的伸缩量相当,这种情况下钢筋混凝土的预埋件多为型钢,也有特殊材质的预埋件,如有的预应力梁体中波纹管是由合成材料制成的、大体积结构中预埋为穿拉筋或测内部温度的PVC管。钢筋混凝土结构中预埋件的作用时间有长有短,常见的预埋件大多参与结构受力、实现使用功能,为永久性的,也有为配合施工而临时预埋的预件。连续梁施工零号块时主墩墩身上的预埋件;施工垫梁石时,为留支座锚栓孔而埋设的预埋件,此类预埋件将在其完成其作为后做相应处理,或割除、或拔出,为临时性的。
安宁锻压钢轨压板公司