

 [第1年] 指数:1
[第1年] 指数:1
琼海铸造扣板制造工厂
生产及销售铁路器材、铁路配件、铁路紧固件、轨道扣件系统及其配件。轨道扣件系统、铁路弹条、轨道扣板(压板、轨卡)、铁路弹片、铁路道钉、螺纹道钉、螺旋道钉、勾头道钉、钩头道钉、狗头道钉、铁路螺栓、轨道螺栓、铁路T型螺栓、U形螺栓、L形螺栓、9形螺栓、J形螺栓、铁路六角头螺栓、铁路方头螺栓、隧道螺栓、管片螺栓、地脚螺栓、鱼尾板(道夹板、轨道接头夹板)、轨道防爬器、铁路桥梁预埋件、预埋铁座、尼龙轨距块(绝缘轨距块)、铁路预埋套管(塑料套管、尼龙套管、绝缘套管)、轨道橡胶垫板(绝缘垫板、塑胶垫板、减震垫板)、铁垫板、铁垫板基座、道岔、钢轨、钢枕、火车闸瓦等。

螺纹道钉(自攻、自钻)的主要几何参数(一)大径/牙外径(d1),为螺纹牙顶重合的假想圆柱直径。螺纹大径基本代表螺纹尺寸的公称直径。(二)小径/牙底径(d2):为螺纹牙底重合的假想圆柱直径。(三)牙距(p):为相邻牙在中经线上对应两点的轴向距离。在英制中以每一英寸(25.4mm)内的牙数来表明牙距。钻尾螺丝:钻尾螺丝有CSD(机械牙),BSD(自攻AB牙)两种。其牙距或牙数可分别参考机械螺丝(CSD牙)和自攻螺丝(BSD牙)。(四)牙山角度和尾尖角度:牙山角为牙侧与牙侧间的夹角、尾尖角为螺纹未端尖角。1、自攻牙:牙山角度为60O,尾尖角度为45O±5O。2、墙板钉:牙山角度为60O,(也可依客户要求生产,如45O±5O)尾尖角度为25O±3O。3、夹板钉:(Chip board screws)牙山角度为40O±3O,尾尖角度为25O±3O 或34O±3O(客户特殊要求)。4、钻尾螺丝:牙山角度为60 O±5O,尾部针对不同规格的产品选用不同型号的夹尾针,夹尾的主要几何参数为夹尾径和伸出量。
70型扣板式扣件,1—螺纹道钉;2—螺母;3—平垫圈;4—弹簧垫圈;5—扣板;6—铁座;7—绝缘缓冲垫片;8—绝缘缓冲垫片;9—衬垫;10—轨枕;11—钢轨;12—绝缘防锈涂料;13—硫磺锚固剂。弹片式扣件 由螺旋道钉、螺母、平垫圈、弹片、轨距挡板及弹性垫板等零件组成的一种混凝土枕扣件,为弹性扣件。螺旋道钉与混凝土轨枕采用硫磺锚固联结。1967年经铁道部批准,故又称67型弹片式扣件,其后于1968年和1973年又经过两次修改。采用拱形弹片扣压钢轨,并用轨距挡板代替铁座以调整轨距和传递横向推力于轨枕挡肩。拱形弹片用弹簧钢制成,弹片的一端扣压轨底顶面,另一端则支承在轨距档板上。轨距挡板具有双重作用。它既可用来传递钢轨的横向推力,又可随时更换,以适应不同钢轨类型和轨距的需要,但每块轨距挡板只有一个号码,不能翻转使用。由于弹片强度不足,容易引起残余变形,甚至折断,放在中国铁路上已不再使用。

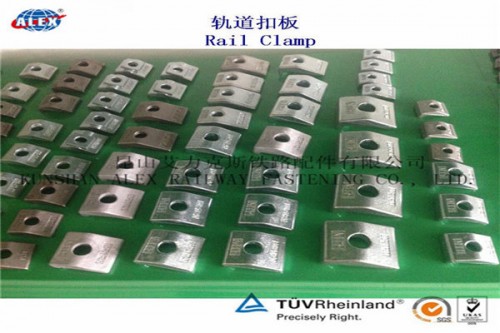
normal style="MARGIN: 0cm 0cm 0pt; TEXT-INDENT: 21pt; mso-char-indent-count: 2.0">昆山艾力克斯铁路配件有限公司生产国内外标准各种轨道扣板压板,主要是模锻生产工艺和铸造生产工艺两种。根据客户不同的要求定制生产。
normal style="MARGIN: 0cm 0cm 0pt; TEXT-INDENT: 21pt; mso-char-indent-count: 2.0">昆山艾力克斯的扣板扣件生产非常注重质量控制和管理。我们的扣板扣件生产完全按照料ISO9001-2008质量体系来控制,我们还获得中国的铁路产品生产许可证。我们拥有专业的检测设备,以确保我们所有的扣板扣件产品品质,达到客户的要求。
normal style="MARGIN: 0cm 0cm 0pt; TEXT-INDENT: 21pt; mso-char-indent-count: 2.0">昆山艾力克斯铁路配件有限公司是一家通过ISO9001/2008认证的公司。所有的流程都按照ISO质量管理体系的要求,从供应商的质量控制到成品,我们都是按照标准程序操作,对供应商我们有严格的质量控制系统:
normal style="MARGIN: 0cm 0cm 0pt">1、对原材料的检查和测试,我们要求供应商提供生产批号,化学成分,力学性能等检测指标。
normal style="MARGIN: 0cm 0cm 0pt">2、我们的质量控制检验员在检测过程中采取样品抽样以及批量检测并且提供原材料材质证明书等手段进行控制。
normal style="MARGIN: 0cm 0cm 0pt">3、根据产品的不同要求,我们做出相应的物理和化学测试和检验。如果结果不符合我们的要求,我们将拒绝接收,只有材料满足我们的标准才能接收。
normal style="MARGIN: 0cm 0cm 0pt">4、对于生产的半成品及其外协厂商,我们经常组织质量控制协调会议,并提供技术技持和指导。在发货前保证合格的产品交付给我们的客户。

生产工艺是:注塑机射出成型,和轨距块的生产工艺一样。铸铁件生产则使用球墨铸造工艺制造。

WJ-8型扣件系统的研发经历了以下两个阶段:第一阶段:在经多方案比选后提出了WJ-8型扣件系统的最初结构,采取技术措施提高了扣件系统的绝缘性能,解决了原型扣件不能满足客运专线轨道电路的问题。对零部件进行了试制和试验,尤其是研发了高疲劳强度的弹条和长寿命高弹性的铁垫板下弹性垫层。试验结果表明,零部件各项性能达到设计目标。对扣件组装技术性能进行了较为深入的试验研究。扣压力、钢轨纵向阻力、静刚度等性能达到了设计要求。但进行疲劳试验时发现,如果钢轨高低位置调整量较大(大于20mm)时,在动态荷载作用下轨距挡板上翘,出现结构不稳定现象,不能有效地保持轨距,扣件系统难以适应较大调高量的要求。第二阶段:针对研发中存在的问题,2006年下半年,在大量室内试验基础上,对结构进行了大幅度改进。突破了原有结构的限制,提出了更为合理的扣件结构,解决了结构不稳定的突出问题。对新结构进行了完善设计,试制了所有零部件。对零部件和扣件组装技术性能进行了全面的试验验证。
琼海铸造扣板制造工厂