[第1年] 指数:1
[第1年] 指数:1
奥地利钢轨扣板生产工厂
扣件刚度测试分析,采用静刚度50kN/mm轨下垫板:钢轨垂移,韶9机车+青藏客车小编组,平均 0.78mm ,最大0.83mm,DF11机车+实验车+平车小编组,平均 0.88mm,最大0.91mm,韶9机车+货车小编组,平均 1.03mm,最大1.14mm,采用静刚度35 kN/mm轨下垫板:钢轨垂移,DF11机车+实验车+平车小编组,平均 1.18mm,最大1.44mm,CRH2动车组,平均0.52mm,最大0.62mm,采用静刚度25~30kN/mm轨下垫板:钢轨垂移,DF11机车+实验车+平车小编组,平均 1.64mm,最大1.89mm,CRH2动车组,平均0.68mm,最0.82mm。
减震扣件垂向静刚度指在垂向静态力作用下通过测量扣件相应变形计算得到的刚度。测试时,为模拟静态力条件,一般采用对扣件缓缓加力的方法,原则上载荷增大的速度越小越好,通常不大于60kN·min -1[6,7] , 增至额定载荷时保持1min 左右 ,待扣件变形充分后再记录位移值, 否则可能导致最终结果偏大。典型的扣件载荷-形变曲线, 垂直静刚度为载荷与相应形变的比值。因橡胶材料本身的粘弹特性 , 减震扣件的载荷-形变曲线并不满足虎克定律,而是呈现非线性特征 。若直接取曲线上单点来计算减震扣件的刚度,其结果不能准确反映制品性能。工程上常采用割线刚度来表征产品的刚度特性, 即在一定挠度或载荷范围内取平均刚度作为产品的刚度 ,静刚度(Ks )的计算公式为Ks =F2-F1S2-S1,(1)因此 ,描述扣件静刚度时应说明载荷范围。合理载荷范围的确定是静刚度测试的关键,但目前国内尚未出台相应标准 。我国现行标准TB/T 2626—1995 附录 C 中规定加载范围为20~80kN ,但此标准是针对轴质量 25t 的干线铁路而定 ,对轴质量只有14~16t 的地铁和轻轨显然不合适。国内外厂家在测定各自扣件时采用的载荷范围也各不相同。
概述
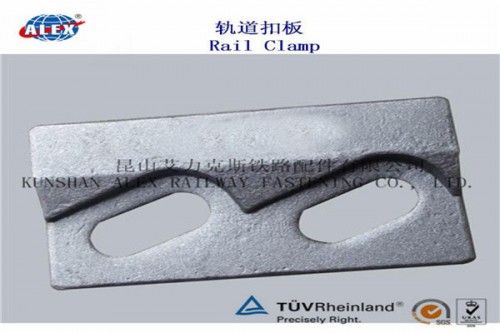
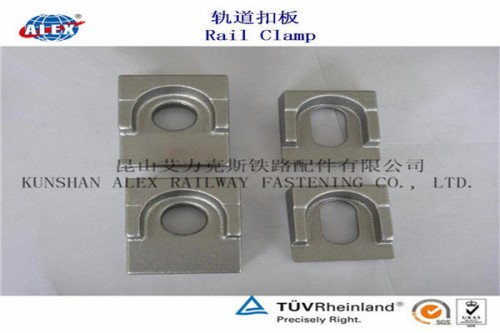
normal style="MARGIN: 0cm 0cm 0pt; TEXT-INDENT: 21pt; mso-char-indent-count: 2.0">昆山艾力克斯铁路配件有限公司生产国内外标准各种轨道扣板压板,主要是模锻生产工艺和铸造生产工艺两种。根据客户不同的要求定制生产。
normal style="MARGIN: 0cm 0cm 0pt; TEXT-INDENT: 21pt; mso-char-indent-count: 2.0">昆山艾力克斯的扣板扣件生产非常注重质量控制和管理。我们的扣板扣件生产完全按照料ISO9001-2008质量体系来控制,我们还获得中国的铁路产品生产许可证。我们拥有专业的检测设备,以确保我们所有的扣板扣件产品品质,达到客户的要求。
normal style="MARGIN: 0cm 0cm 0pt; TEXT-INDENT: 21pt; mso-char-indent-count: 2.0">昆山艾力克斯铁路配件有限公司是一家通过ISO9001/2008认证的公司。所有的流程都按照ISO质量管理体系的要求,从供应商的质量控制到成品,我们都是按照标准程序操作,对供应商我们有严格的质量控制系统:
normal style="MARGIN: 0cm 0cm 0pt">1、对原材料的检查和测试,我们要求供应商提供生产批号,化学成分,力学性能等检测指标。
normal style="MARGIN: 0cm 0cm 0pt">2、我们的质量控制检验员在检测过程中采取样品抽样以及批量检测并且提供原材料材质证明书等手段进行控制。
normal style="MARGIN: 0cm 0cm 0pt">3、根据产品的不同要求,我们做出相应的物理和化学测试和检验。如果结果不符合我们的要求,我们将拒绝接收,只有材料满足我们的标准才能接收。
normal style="MARGIN: 0cm 0cm 0pt">4、对于生产的半成品及其外协厂商,我们经常组织质量控制协调会议,并提供技术技持和指导。在发货前保证合格的产品交付给我们的客户。

日本直结5、7、8型扣件和前苏联无砟轨道扣件均采用这种形式,它是把螺栓的一端作成T形,并在混凝土基础中安放金属或塑料卡套卡住螺栓的T形头部以进行固定。优点:使螺栓不必设置螺纹而提高螺栓强度,同时螺栓也实现了可拆卸的功能。缺点:混凝土基础本部位构造复杂,而且卡套一旦损坏,不易维修。很多国家铁路将这种形式更换成了预埋套管方式,如日本将直结8型扣件的这种联结方式改变成预埋套管方式而演变为直结8K型扣件。
WJ-8型扣件系统的研发经历了以下两个阶段:第一阶段:在经多方案比选后提出了WJ-8型扣件系统的最初结构,采取技术措施提高了扣件系统的绝缘性能,解决了原型扣件不能满足客运专线轨道电路的问题。对零部件进行了试制和试验,尤其是研发了高疲劳强度的弹条和长寿命高弹性的铁垫板下弹性垫层。试验结果表明,零部件各项性能达到设计目标。对扣件组装技术性能进行了较为深入的试验研究。扣压力、钢轨纵向阻力、静刚度等性能达到了设计要求。但进行疲劳试验时发现,如果钢轨高低位置调整量较大(大于20mm)时,在动态荷载作用下轨距挡板上翘,出现结构不稳定现象,不能有效地保持轨距,扣件系统难以适应较大调高量的要求。第二阶段:针对研发中存在的问题,2006年下半年,在大量室内试验基础上,对结构进行了大幅度改进。突破了原有结构的限制,提出了更为合理的扣件结构,解决了结构不稳定的突出问题。对新结构进行了完善设计,试制了所有零部件。对零部件和扣件组装技术性能进行了全面的试验验证。
奥地利钢轨扣板生产工厂