- 产品品牌:加效
- 产品型号:UN-40
- 驱动形式:气动
- 电流:交流
- 频段:其它
- 焊接原理:对焊
- 工作形式:碰焊
- 作用对象:金属
- 作用原理:脉冲
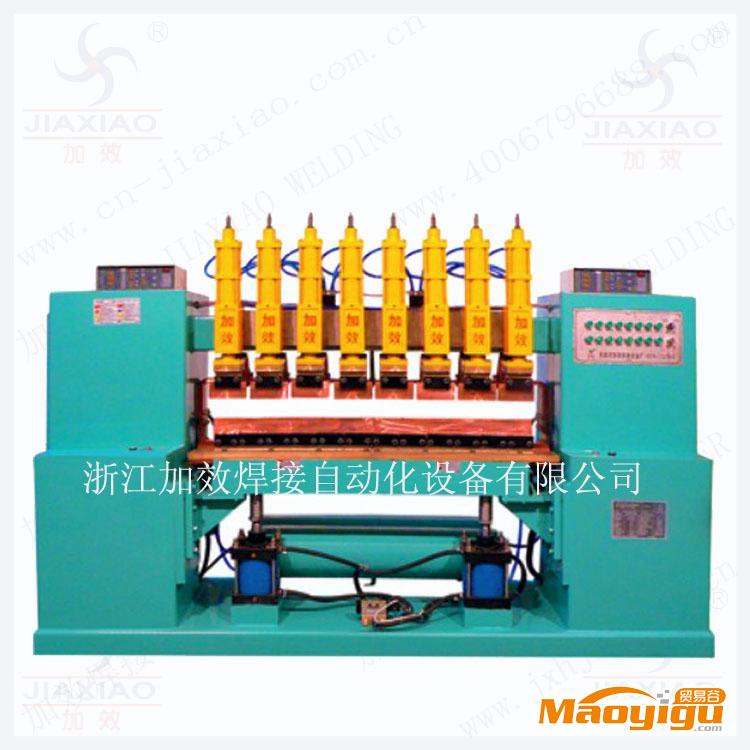
特点及用途:
采用气动垂直加压或液压垂直加压,工件夹紧牢固,使焊接接头美观、牢固、夹渣少。
结构新颖,设计独特,刚性好。采用高精度导向机构,耐磨性好,焊接速度快,加压稳定。
微电脑控制器可实现对预热、闪光、顶锻整个焊接过程的最精确控制,调节方便。
高导磁矽钢片,次级整体结构,输出电流大,节能环保。
通水变压器,通水可控硅,通水电极头提高了设备的使用寿命。
广泛使用于各种线材类、板类、管类、异型类的铜、铝、铁、不锈钢等金属的高质量焊接。
主要技术参数/Main technology parameter:
型 号 Model No. | UNS-40 | UNS-63 | UNS-80 | UNS-100 |
功 率 Power | 40KVA | 63KVA | 80KVA | 100KVA |
电源电压 Mains voltage | 380V | 380V | 380V | 380V |
负载率 Duty cycle | 20% | 20% | 20% | 20% |
焊接能力 Welding ability | 80mm2 | 120mm2 | 160mm2 | 200mm2 |
最大夹紧力 Max.Clamp force | 8000N | 8000N | 8000N | 8000N |
最大顶锻力 Max.Upsetting force | 6000N | 6000N | 12000N | 12000N |
冷却水量 Cooling discharge of stream | 5L/min | 5L/min | 5L/min | 5L/min |
重量 Weight | 820kg | 860kg | 900kg | 950kg |
外型尺寸 Outline size | 长L 1200×宽W 850×高H 1800mm | |||
1、焊接准备
安装及配线、配管完毕后,为得到良好的焊接效果,请参照控制器使用说明书,做好焊接准备。
⑴ 冷却水流通及水温的确认
打开给水阀,确认冷却水的流通状况。
请使用常温在30℃以下的冷却水,特别是采用循环水冷的要特别注意。
冷却水量不足或水温过高会影响可控硅、变压器散热,可能引起恒温器动作,以至焊机无法起动。此外,还要注意配管系统不能冻结。
⑵ 电极夹紧力的调整
焊机电极压紧力由压紧力减压阀(气源处理器三联体)调整,右旋减压阀旋钮压力增加,反之减少。必须保证足够大的压紧力以使工件在大顶锻力的情况下不打滑。一般设定为3-4;
⑶ 顶锻力的调整
顶锻力是闪光对碰焊机规范中的一个重要的工艺参数。其大小调整顶锻力减压阀。
⑷ 气压的调整
通过调整减压阀(气源调压阀)可变换闪光过程的电极推力,只须将压力力调至在所设定的闪光速度下,滑动块行走稳定即可,一般设定为3-4。
⑸ 闪光速度的调整
闪光速度亦是闪光对碰焊机规范中的一项重要工艺参数。通过调整焊机左侧面上的精密调速阀可改变气缸的推进速度与回位速度,建议回位速度调到最大,推进速度根据材料的规格与材质进行调节,推进速度通过偏心轮结构转化为闪光速度的。
闪光速度视不同的焊件材料亦有所不同,一般为3—4mm/s,具体视焊接材料与焊接效果而定,需保证整个焊接过程能够连续正常闪光。
⑹ 电极间距的调整
此间距即左、右二电极之间距。由右侧滑动座上调整螺杆与推进座底板的位置实现的。
电极间距=工件总烧化长度+工件总顶锻长度+工件伸出总净余长度;
一般设定工件的单边伸出长度为15MM左右,顶端留量为单边8MM。
⑺ 工件总烧化长度的调整
闪光对碰焊过程中需将工件前端的一部分烧化去,不同截面的工件其烧化量亦不同。 其长度的变化是通过调整焊机的闪光速度与闪光时间的设定实现,焊接时间是指JX-02控制箱中“焊接II”的数值与“附加功能5-0X”的数值之积,单位为:周波,1周波为0.02秒。
一般设定闪光时间为60-80个周波。
⑻ 闪光热量、顶锻热量与时间的调整
热量是指闪光焊中焊接电流的大小,通过设定JX-02控制箱面板上的窗口数值来调整。
面板上的热量窗口有三个,分别为“热量I” 、“热量II”及“热量III”。“热量I”建立闪光初始时的预热电流,“热量II”是保持稳定闪光的闪光电流。而“热量III”则是顶锻压时的顶锻电流。面板上还有一个“焊接III”的窗口,此数值即是顶锻过程中的有电时间,它的每一个单位为0.02秒,与“热量III”热量配合使用。
以上参数的大小视不同材料,不同截面大小的工件而设定,它们与闪光速度、顶锻力、顶锻留量的参数配合,需反复试验才能达到最佳的效果。
使用注意事项
1、焊接作业
在焊接时,绝对不能将手等放入电极之间,电极加压力大至数千牛顿,会造成重伤。
2、电极头的检修、整形、更换
检修、整形、更换电极头等时,一定要关闭控制装置的电源开关。
3、内部检修
检修焊机机体内部及控制装置或更换部件等时,一定要切断电源。
4、构造的变更
请勿任意改变机器的构造或规格,若需要时,请与销售商或本公司联系,并特别需要注意以下几点:
⑴ 如需在焊机上安装焊接工装,一定要将工装与电极导电带或工装与机体外壳间完全绝缘,否则,焊接电流分流到焊接工装上,引起部件损伤。
⑵ 请勿变更焊机内部恒温开关或进行改造。
5、保养、检修
请一定按照使用说明书进行保养、检修,否则不仅不能充分发挥焊机的功能,还会大大缩短使用寿命。
6、保护用具的穿着
焊接时会产生飞溅,请穿着防护服、镜、防护手套等防护工具。
品质保证
本机出厂时已经过严格检查,为防止万一产生的故障,本公司发行保修证,务请阅读后妥善保管(委托修理时,需要保修证)。
l 万一焊机出现故障需要修理时,请写明焊机型号、制造编号、故障内容,及时与销售商或本公司联系。
本公司经营无塔供水器环缝焊机,质量保证,欢迎咨询洽谈。
| 品牌: | 加效 | 型号: | JXWF0022 |
| 驱动形式: | 气动 | 电流: | 交流 |
| 频段: | 工频 | 焊接原理: | 碰焊 |
| 工作形式: | 点焊 | 作用对象: | 金属 |
| 作用原理: | 脉冲 | 用途: | 涉及金属焊接的所有产品 |
采用集成电子电路控制、点焊电流无级可调,点焊时间周波控制,同时有粗细二档调节,使用范围更宽。
闪光焊机主回路采用可控硅模块无触点控制,使用寿命更长,更安全。
闪光焊机具有电网电压波动自动补偿功能,点焊时对电网无冲击电流。
适用于碳钢、不锈钢、铜、铝等金属的板、线、丝的焊接。
焊接效果可达无焦斑,广泛应用于五金加工、电线电缆、电器零件的制造等行业。
更多加效焊接,加效焊机,加效焊接设备请点击浏览加效
导言:焊接质量、性能方面毋庸质疑。新型结构设计,对操作维修及环保方面的考虑也细致周到。
性能特点:
● 直接式加压机构,随动性能好,焊接速度快
导向部采用摩擦力小的特殊材料,电磁气阀与气缸直接连接,加快动作反应速度,提高打点速度,并可减少空气流动的损耗。
● 使用寿命长、噪音小
具备加压速度调整功能可任意调整加压头的上下降速度,缓和了对被焊物加压时的冲击。具备上升缓冲调节功能,可任意调节上升缓冲速度;减小机械撞击提高缸体使用寿命,也减少了噪声。
● 安全、使用方便
高性能气路系统过滤杯设有护罩,可防止杯子破损时的碎片飞溅,亦可保护从外部所受碰撞的冲击。杯子和护罩可装卸,检修容易。
● 采用节水型强制冷却方式
采用循环式冷却水,避免水的浪费,大幅度减少冷却水量。
● 高牢固强度的机体结构
具有抗冲击、振动的刚性,可防止加压时的电极头滑动,实现稳定焊接。
● 上部绝缘简单实用
二次导体采用上部绝缘方式,可避免铁屑的附着或下座安装焊接工装时易产生的绝缘部位的短路事故。
● 主回路采用大功率SCR无触点开关
主回路采用水冷大功率可控硅元件,输出电源强劲、稳定,可靠性强。
● 高导电性、电力损耗低
二次电流回路中,主变压器上次级输出采用多层高韧性、高导电性紫铜软带,并呈V型连接;大幅提高使用寿命,下次级输出采用一体式直接连接机构,电力损耗降至最低