[第1年] 指数:3
[第1年] 指数:3
新闻:乌兰察布等边角钢√价格欢迎您!
依据碳纤维复合材料表面处理工艺,依次进行了碳纤维复合材料打磨喷涂生产线总体方案设计、控制系统组成及功能规划、程序流程设计、PLC选型分析及I/O接点分配设计、机器人通信配置、人机界面程序设计,并通过整机的调试,终实现了基于PLC的复合材料打磨喷涂生产线控制系统设计。
目前公司的主导产品主要有无缝钢管、螺旋钢管、直缝焊管,热扩钢管、大口径厚壁双面埋弧直缝钢管、20#无缝化钢管及配套防腐保温钢管。无缝管、热扩钢管及直缝钢管口径φ38mm-φ920mm*3mm-35mm,螺旋钢管φ219mm-φ2220mm*5mm-25mm, 产品严格执行GB8163、GB3087、GB8162、GB3091、SY/T5037、GB/T9711.1,API spec 5L等。公司先后引进美国先进的自动焊接设备、先进的德国钢管生产设备,具有科技含量高,工艺技术先进等特点,配备了X光射线工业电视、X射线实时成像系统、在线超声波自动探伤仪、静水压实验机、实验室等检测化验设施。从硬件上确保了钢管,让用户买的放心用的满意。
新闻:乌兰察布等边角钢√价格欢迎您!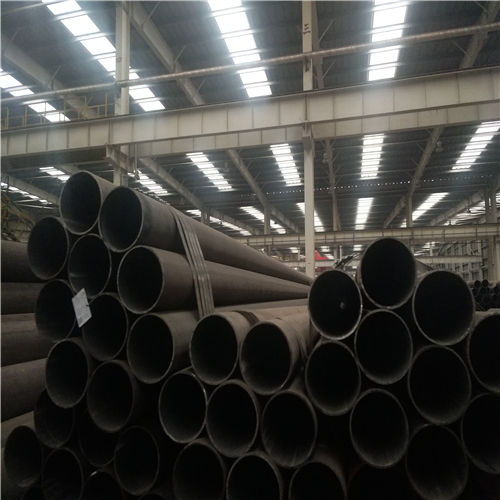
采用比等效导热相等法则,把颗粒改性复合材料导热系数求解问题转化为含有单个颗粒立方单元体的导热系数求解.通过在单元体中定义复,计算出复的导热系数.在此基础上分别采用串、并联模型,推导出颗粒改性复合材料导热系数计算公式.采用本方法的计算结果与文献报道的实验数据进行了对比,表明本方法计算结果比Luikov算法及经典的Maxwell-Eucken模型更为,与实验数据吻合较好,从而为颗粒改性型复合材料导热系数计算提供了一种简单、可靠的方法.
依据碳纤维复合材料表面处理工艺,依次进行了碳纤维复合材料打磨喷涂生产线总体方案设计、控制系统组成及功能规划、程序流程设计、PLC选型分析及I/O接点分配设计、机器人通信配置、人机界面程序设计,并通过整机的调试,终实现了基于PLC的复合材料打磨喷涂生产线控制系统设计。
目前公司的主导产品主要有无缝钢管、螺旋钢管、直缝焊管,热扩钢管、大口径厚壁双面埋弧直缝钢管、20#无缝化钢管及配套防腐保温钢管。无缝管、热扩钢管及直缝钢管口径φ38mm-φ920mm*3mm-35mm,螺旋钢管φ219mm-φ2220mm*5mm-25mm, 产品严格执行GB8163、GB3087、GB8162、GB3091、SY/T5037、GB/T9711.1,API spec 5L等。公司先后引进美国先进的自动焊接设备、先进的德国钢管生产设备,具有科技含量高,工艺技术先进等特点,配备了X光射线工业电视、X射线实时成像系统、在线超声波自动探伤仪、静水压实验机、实验室等检测化验设施。从硬件上确保了钢管,让用户买的放心用的满意。
新闻:乌兰察布等边角钢√价格欢迎您!
采用比等效导热相等法则,把颗粒改性复合材料导热系数求解问题转化为含有单个颗粒立方单元体的导热系数求解.通过在单元体中定义复,计算出复的导热系数.在此基础上分别采用串、并联模型,推导出颗粒改性复合材料导热系数计算公式.采用本方法的计算结果与文献报道的实验数据进行了对比,表明本方法计算结果比Luikov算法及经典的Maxwell-Eucken模型更为,与实验数据吻合较好,从而为颗粒改性型复合材料导热系数计算提供了一种简单、可靠的方法.
本公司贯以严格的、优质的产品和贴心的服务深受广大客户的信赖和社会的认可,产品现已覆盖21个省、市、自治区。
我们始终秉承“追求卓越,为本”的企业理念和“客户至上,以德兴厂”的经营宗旨,致力于建设以管理为基础,以顾客为中心,以科技为先导,以为生命线的化企业,愿我公司能成为您的长期合作伙伴,我们真诚欢迎您的到来!
优质------------------使我们的产品更有保障
低价------------------使您和我们更具竞争优势
------------------我们会向您提供专业的信息资源
服务------------------会使我们成为永远的朋友
新闻:乌兰察布等边角钢√价格欢迎您!
新闻:乌兰察布等边角钢√价格欢迎您!
新闻:乌兰察布等边角钢√价格欢迎您!
对四种高模玻纤分别进行了浸胶纱的拉伸性能、层合板的单层厚度及0°拉伸性能的研究,并对四种高模玻纤对工字梁刚度的影响进行了模型分析。四种高模玻纤具有相近的原纱拉伸模量,层合板在等纤维体积含量下具有相近的0°拉伸模量,但是在真空导入成型工艺中,由于单层厚度的差异导致纤维体积分数不同,从而具有不同的0°拉伸模量。在应用于同样铺层的工字梁时,单层厚度为0.78mm的高模玻纤层合板对应的工字梁刚度比单层厚度为0.83mm的高模玻纤层合板约6%。
在"大众创业、万众创新"的浪潮下,继北京、天津、安徽、山东之后,由网、网络电视合举办的"发现双创之星"活动于近日走进第五站——江苏,旨在深入报道大众创业、万众创新新态势,宣传创业故事,传播创新创业。
本项目采用化学蚀刻法制作副反射器栅面图形替代原来的绷丝工艺;用度聚氨酯泡沫、J-164填充胶、低密度纤维粉等材料制作天线反射器法兰和加强筋部分;采用一体化成型法兰的方法既节约了两套法兰模具、缩短了天线制作周期,又减轻了天线的重量,采用合理的后处理工艺使天线反射器的型面精度达到图纸要求。