





 [第1年] 指数:1
[第1年] 指数:1
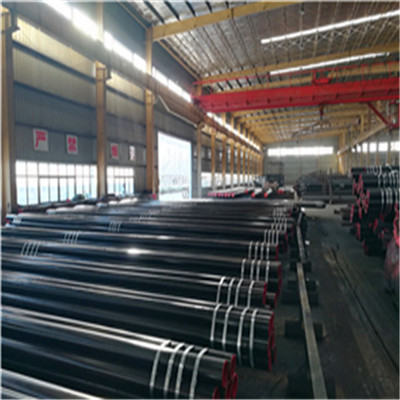
天津市金柱伟业钢铁贸易有限公司,地处天津武清区,是中国能源工业钢管基地。 公司注册成立,受集团公司委托。主要产品为无缝管、合金管、油管、高压锅炉管、不锈钢管、热镀锌钢管、焊接钢管、管道配件产品等各类专业管材。
新闻:延边朝鲜族自治州20G无大口径无缝钢管切割零售价格
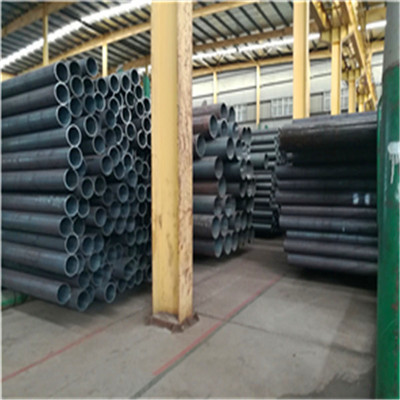
我公司现有无缝钢管大型仓库八个,占地二百三十亩,其中碳钢无缝钢管仓库四个,库存材质为20#、45#,低合金管仓库两个,库存材质为16mn、40cr、27simn等,高压合金管仓库一个,库存材质为12cr1mov、15crmo、12cr1movg、15crmog、P22、T22(10Cr1Mo910)P91、T91、P22、Cr5Mo、Cr9Mo、12Cr2MoWVTiB等,不锈钢管仓库一个,库存材质为201、202、301、302、304、304L、321、316L、310S等,我公司材质规格齐全,真正实现了无缝钢管一站式采购!
新闻:延边朝鲜族自治州20G无大口径无缝钢管切割零售价格 (10)钢管一次整体机械扩机,可对LSAW钢管全长进行扩、整圆、矫直,以提高钢管几何尺寸精度,并可改善钢管内力分布状态。(11)水压试验对扩后钢管进行逐根水压试验。由国内联合研制2800t水压机,具有自动记录和储存试验压力和时间功能,柱式增压器在短时间内提高管内水压,保证钢管质量达到要求。 由于未焊透形成部位不一致,有时还伴有夹渣或气孔,黑度大小不一。未焊透在焊缝中存在,不但大大降低焊缝机械强度,同时容易延伸为裂纹性缺陷,导致构件破坏,尤其是连续性未焊透,更是一种极危险缺陷。压力容器技术监察规程和GB150钢制压力容器只是对于设计焊缝系数0.75单面焊,允许存在未焊透缺陷,但对未焊透深度和长度都做了严格规定。 他说目前仍处在讨论阶段,天然气管道也将分成两个部分,一部分是所谓西线,从东西伯利亚延伸到中国东北部地区,另一部分是所谓东线,从东西伯利亚一直延伸到太平洋沿岸萨哈林岛。格雷兹洛夫说,修建天然气管道计划能否得到落实将取决于中俄双方围绕一个大天然气供项目谈判能否终成功。 其表材质为37Mn、34Mn2V、35CrMo等。GB/T17396-1998(液压支柱热轧无缝钢管)。主要于制作煤矿液压支架和缸、柱,以及其它液压缸、柱。其表材质为20、45、27SiMn等。GB/T3093-1986(柴机高压无缝钢管)。主要于柴机喷射系统高压管。 调整轧辊上下左右,可得到适当圆弧。JCOE成机JCOE成机由4个压床连结而成,每压床由620mm主压缸构成,各个压缸相距3.2mm,压缸可单独操作,也可同步操作。JCOE成机置形状上、下模具,可以生产钢管、角钢、冷作冲压件等。 按其开关分为点状、块状和条状,按其成分可分为金属夹渣和非金属夹渣。点状和块状夹渣都作为圆形缺陷来评定。在底片上呈现为廓清晰,有棱角,黑度淡而均匀不规则形状。有单个现,有密集分布。条状夹渣在底片上呈现不规则,两端有棱角,宽窄不一黑色长条状影像,黑度不均匀,廓较清晰。 但近年来随着螺旋焊管向大壁厚、大直方向发展,以及焊接技术进步和焊速不断提高,相焊接参数不断变大,采单台林肯焊机生产时,焊机故障率明显,稳定性变差。当DC-1500焊机焊接电流超过1300A时,焊机实际输电流比操作箱上设定电流值小,焊接参数达不到规范要求,因而产生未焊透、连续气孔、咬边、焊道不规则等,焊接缺陷明显增多。
我公司现有无缝钢管穿孔机组生产线六条,冷拔生产线九条,热轧生产线八条和热扩生产机组四条,公司目前可生产外径10mm-426mm,壁厚1mm-80mm的无缝管,可根据客户要求热扩直径219mm-1020mm,壁厚6mm-60mm以内的各种非标号钢管。产品应用于工程、煤矿、纺织、电力、锅炉、机械、军工等各个工业领域!
新闻:延边朝鲜族自治州20G无大口径无缝钢管切割零售价格 造成通长搭焊因主要有以下几方面因素:1挤压辊轴向窜动由于挤压辊和挤压辊轴定位不稳固,以及在组装中,其它零部位合不紧密所形成旷量等因素,都会使挤压辊现轴向窜动和向摆动,这时挤压辊孔就不会吻合而造成搭焊。在长度上,搭焊有长短之分,通长搭焊一般在数米之上,甚至更长。 在这种情况下,将会严重降低焊缝冲击韧性,使冲击吸收功大大降低。因此,在材料钢卷冶炼、轧制阶段采取措施减少夹杂物,并细化晶粒,在制管过程中也对金属流线上升角进行合理控制,一般要求金属流线与熔合线夹角控制在25~45度,好上下左右能基本对称。 (3)挤压辊上挤压力不足特别是两辊结构挤压辊装置,当上挤压力不足时,在管坯张力下,辊轴就会现上仰角,使孔边缘R圆角突,从而造成管坯下部划伤。当挤压辊孔R圆角磨锐后,就会加重划伤事故发生。1.2焊缝质量故障1.2.1通长搭焊搭焊是指管坯两个边部叠落在一起后所形成错位粘接。 钢板力学性能包括拉伸、冲击、硬度等。力学性能指标是来衡量钢管和钢板性能表征参数,决定了钢管终服役性能。力学性能通过拉伸试验、正反弯曲试验、夏比冲击试验、落锤撕裂试验和硬度试验等来测量。1.2钢管制造工艺1.2.1成形方式成形质量好坏影响终焊管残余力分布、回弹量和截面尺寸精度等。 (2)液浸法。将超声波探头和工件浸于液体中以液体作耦合剂进行探伤方法,称为液浸法。耦合剂可以是,也可以是水。液浸法又分为全浸没式和局部浸没式。该方法适于表面粗糙试件,探头不易磨损,耦合稳定,探测结果重复性好,便于实现自动化探伤。 弯曲模具快速更换是由操作台控制通过液压系统来完成。更换模具时,两台预弯边压力机均调整至外侧模具更换台位置,由模具更换台上链式推拉系统完成模具更换工作。2.U成设备U成设备由装在内支撑梁上输入辊道、U成压力机及U形管筒输辊道组成。












