



 [第1年] 指数:1
[第1年] 指数:1
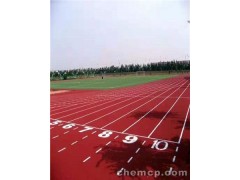
淄博学校塑料跑道su模型
针对复合材料发射箱产品大尺寸、高精度的技术特点,结合真空导入成型工艺整体成型、整体脱模的工艺特点,通过有限元分析计算,优化确定了拱门筋加辐板筋钢制模具设计方案。利用CAD/CAE技术进行发射箱模具设计及优化,采取变圆角设计解决模具脱模问题,成功制造了发射箱的样件,满足了产品设计技术要求,为大型长轴类复合材料产品的模具设计技术探索出了一套可行的技术方案。
产品特点:
主要材料是双组份聚氨酯,基础层为天然橡胶及人工橡胶,混合矿物质填充剂、稳定剂及色料在280-300℃的高温加硫硬化一体成型。结合运动科学和材质科学,能充分满足和体现运动员参与者对跑道的专业要求。、
无溶剂塑胶跑道工艺说明

淄博学校塑料跑道su模型
[5] 无溶剂塑胶跑道是由无的运动面层材料做成的环保型塑胶跑道,属于二苯二异酸酯(MDI)体系。MDI合成面层材料无溶剂、无臭味、无污染的水性聚氨酯跑道材料。它是淘汰有的TDI体系聚氨酯跑道材料的环保型运动铺装材料,性能先进、高科技含量、安全、可再生、适合各种条件下使用,对危害较小。
其具体特点如下:
1:不含TDI,不含苯、甲苯、二甲苯等有挥发性溶剂,不含增塑剂,无重金属等有害添加物,无任何挥发性气味,对和环境友好,完全符合环保要求;
2:施工便捷、粘接力强、铺设效率高、固化速度快、适应喷涂或机械摊铺等不同的施工要求,铺设过程无异味,不影响学校正常教学活动和周围居民正常生活;
淄博学校塑料跑道su模型
3:投入使用后无异味、无任何有害物质排放,减少对环境的污染。
预制型跑道铺装工艺说明:
具有安全、环保、优异的耐候性,经济耐用,多色彩效果。安装便捷,只需使用们配套提供的专用粘接剂,在少量人力和机械条件下,即可将跑道卷材铺贴在密实的基础上,安装完全跑道在24小时后即可投入正常的使用。而且具有免维护的特点。
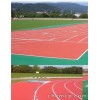
混合型跑道铺装工艺说明:
塑胶跑道铺装施工工艺是采用三步施工法进行铺装的。先在胶液中加入适量的橡胶粒,摊铺底胶厚度为8毫米,待其固化后,在上面再铺装厚度为2毫米的胶液,用人工均匀地撒上红颗粒,回收多余胶粒,后在上面喷一层胶液。

淄博学校塑料跑道su模型为研究碳纤维增强树脂基复合材料构件固化过程的压力分布规律,搭建了以毛细管压力传感器为核心的压力在线测系统,应用该系统在线测得到了复合材料帽型加筋构件固化过程各关键部位的压力分布。在此基础上,分析了帽型加筋构件固化过程各部位压力分布受芯膜调型孔孔占比Xs的影响,研究了不同孔占比芯模固化帽型加筋构件的成型精度和微观质量。结果表明,当芯膜调型孔孔占比为0.099时,帽形加筋构件固化过程的压力分布均匀性较好,构件成型精度和微观质量较高。对组成EPS(聚苯)装饰线条构件的EPS材料进行抗拉、抗压和抗折试验,得到其基本力学性能参数.在此基础上对典型EPS装饰线条构件进行了非线性有限元分析,计算出该构件的极限承载力,与现场试验获得的极限承载力进行对比后发现二者一致.结果表明:基于材料力学性能参数试验结果的EPS装饰线条构件有限元模型可以替代原型试验.