

 [第1年] 指数:1
[第1年] 指数:1
新闻:龙岩塑胶跑道电话

试验钢的化学成分见表1,B钢在A钢的基础上添加了W(V)0.30%,W(Si)0.80%,W(Mn)0.40%等元素以淬透性,进一步细化晶粒,提高材料硬度,提高抛光性及耐蚀性。非金属夹杂物级别见表2。试验钢为退火态,硬度分别为A钢195HB和B钢184HB。两种4Cr13型耐蚀模具钢的热处理工艺及性能研究本次研究了两种钢经不同温度淬火、回火后的硬度和显微组织,并对两种钢的抛光性能,及在使用条件下的耐腐蚀性能进行了对比分析。
产品特点:
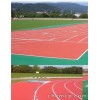
主要材料是双组份聚氨酯,基础层为天然橡胶及人工橡胶,混合矿物质填充剂、稳定剂及色料在280-300℃的高温加硫硬化一体成型。结动科学和材质科学,能充分满足和体现运动员参与者对跑道的专业要求。、
无溶剂塑胶跑道工艺说明
新闻:龙岩塑胶跑道电话
[5] 无溶剂塑胶跑道是由无毒的运动面层材料做成的环保型塑胶跑道,属于二苯二异酸酯(MDI)体系。MDI合成面层材料无溶剂、无臭味、无污染的水性聚氨酯跑道材料。它是淘汰有毒的TDI体系聚氨酯跑道材料的环保型运动铺装材料,性能先进、高科技含量、、可再生、适合各种条件下使用,对人体危害较小。
其具体特点如下:
1:不含TDI,不含苯、甲苯、等有毒挥发性溶剂,不含增塑剂,无重金属等有害添加物,无任何挥发性气味,对人体和环境友好,完全符合环保要求;
2:施工便捷、粘接力强、铺设效率高、固化速度快、适应喷涂或机械摊铺等不同的施工要求,铺设过程无异味,不影响学校正常教学活动和周围居民正常生活;
新闻:龙岩塑胶跑道电话
3:投入使用后无异味、无任何有害物质排放,减少对环境的污染。
预制型跑道铺装工艺说明:
具有、环保、优异的耐候性,经济耐用,多色彩效果。安装便捷,只需使用我们配套提供的专用粘接剂,在少量人力和机械条件下,即可将跑道卷材铺贴在密实的基础上,安装完全跑道在24小时后即可投入正常的使用。而且具有免的特点。
混合型跑道铺装工艺说明:
塑胶跑道铺装施工工艺是采用三步施工法进行铺装的。首先在胶液中加入适量的橡胶粒,摊铺底胶厚度为8毫米,待其固化后,在上面再铺装厚度为2毫米的胶液,用人工均匀地撒上红颗粒,回收多余胶粒,后在上面喷一层胶液。
新闻:龙岩塑胶跑道电话塑料熔体从挤出机料筒进入机头口模内,物料沿口模环隙周向均匀分布,经模唇挤出成厚薄均匀的膜坯,进而配合吹胀、风环冷却等操作技术,才能获得厚度公差符合要求的薄膜制品。在设计吹膜机头时,必须考虑吹胀比、拉伸比、口模缝隙宽度等结构工艺参数。如何选择机头工艺参数?(1)吹胀比。吹塑薄膜的吹胀比是指经吹胀后管泡的直径与机头口模直径之比。这是吹塑薄膜一个重要的工艺参数,它将薄膜的规格和机头的大小联系起来。根据拉伸取向的作用原理,吹胀比大,则薄膜的横向强度高。2)大多数稳定剂都有一定程度的润滑性,PVC管材生产所使用的稳定剂,目前普遍采用复合稳定剂。金属皂类稳定剂内润滑性好如硬脂酸钙,硬脂酸钡等本身就具有润滑作用。各种复合稳定润滑剂应运而生,将铅盐、稀土及润滑剂结为一体;六、润滑剂的选用准则及用量1、依不同加工方法选择a、压延成型目的是防止粘辊、降低熔体粘度及提高流动性。润滑剂应用内润滑剂和外润滑剂配合使用,常用品种以金属皂为主,并适当配以硬脂酸;b、挤出及注塑成型目的是降低粘度、提高流动性及易于脱模。